作为本工程专项施工技术方案指导性文件,运用科学先进的施工技术,合理高效的施工组织与管理,指导工程有序、高速、优质、安全地施工。
(1) 设计研究院设计的施工图纸。
(2)国家、建设部及安徽省现行有关规范、标准。
(3)现场调查资料。
(4)本单位类似工程施工积累的施工经验。
(5) 依据GB/T19001-2000质量标准体系、GB/T24001-1996环境管理体系和GB/T28001-2001职业健康安全标准建立的质量、环境和职业健康管理体系。
(1)《钢结构工程施工质量验收规范》(GB50205-2001)
(2)《钢结构设计规范》(GB50017-2003)
(3)《工程测量规范》(GB50026-93)
(4) 《建筑钢结构焊接技术规程》 (JGJ81-2002)
2 施工分析
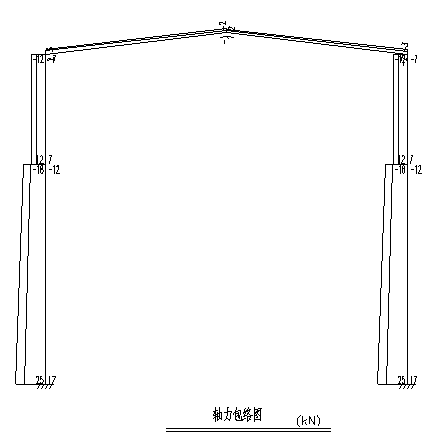
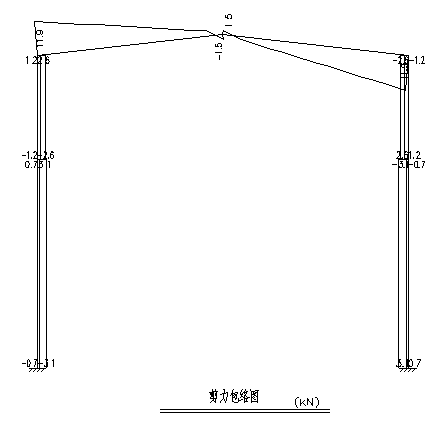
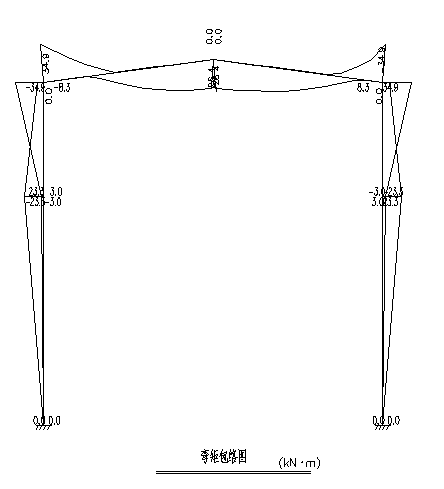
2.1钢牛腿焊接在既有钢柱前,依据力学检算易知原有钢立柱截面最大应力为60.3MPa,远小于《钢结构设计规范》上Q345的屈服应力。检算过程如下:以既有装配车间单榀屋架为研究对象,对危险截面(吊车梁牛腿处)进行受力分析,在H钢立柱在焊接时,考虑受焊翼缘不参与工作,按T型钢立柱模型对钢立柱进行受力分析,前提是行车离此榀屋架10米以上,不考虑行车作用力。取屋面恒荷载0.3KN/M2,屋架梁为H(700-500)×180×8×10。6M长吊车梁带钢轨取5KN。
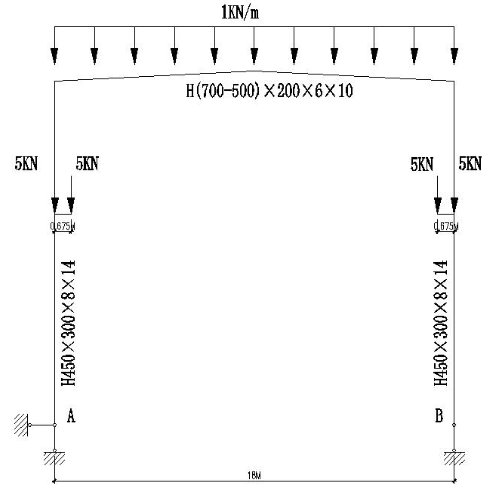
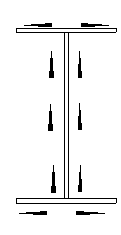
 单榀屋架示意图
单榀屋架示意图
单榀屋架受力分析图
吊车梁牛腿处危险截面应力为拉应力,
σt=Mmax/W+FN/A
σt 牛腿处危险截面处应力
Mmax 牛腿处危险截面处弯矩,为26KN·M
W 弯曲截面系数 型钢T450×300×8×14弯曲截面系数Wmax=1396.99cm3,Wmin=414.1 cm3
FN 牛腿处危险截面处压力,为18KN
A 牛腿处危险处截面积,型钢T450×300×8×14截面积为75.76 cm2
σt=Mmax/W+FN/A
=26×103/(414.1×10-6)-18×103/(75.76×10-4)
=60.3MPa
σt远小于Q345钢材屈服310MPa,同时既有柱上施焊处已经设有加筋板,也保证了翼缘板、腹板的局部稳定性,故不需卸载。
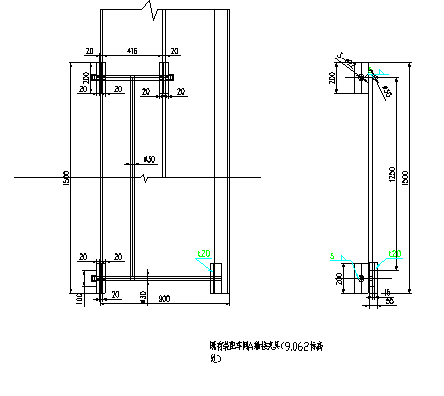
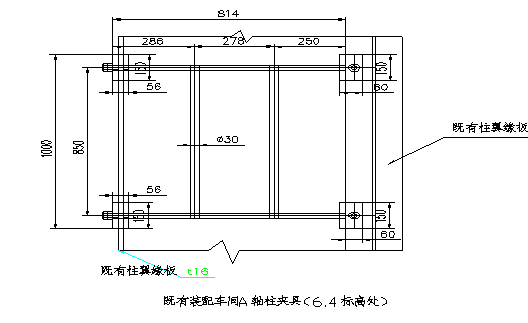
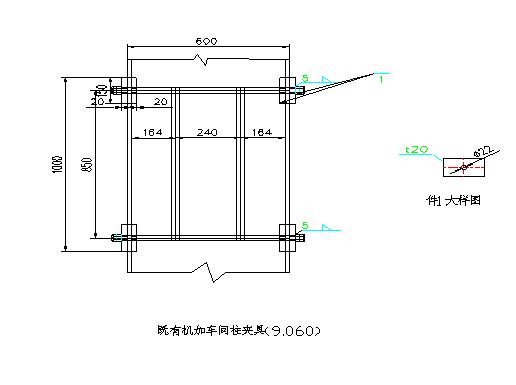
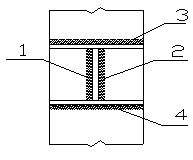
同时为消除施焊热影响而带来的不利因素,对牛腿施焊部位予以机械加固,构件如图所示
2.2充分考虑新接跨钢梁对既有柱的影响,在安装顺序上将其错开,即先进行钢架梁的安装,形成对既有柱体的稳定和加固,然后焊接新增牛腿。
2.3为了不影响既有车间生产,在保证牛腿与既有柱现场焊接质量前提下,又能提高现场施工进度,牛腿与既有柱焊接选用单面焊双面成型的焊接工艺。
2.4为防止焊接连接处在焊接过程中出现层状撕裂等焊接缺陷,避免产生局部应力,在牛腿现场焊接工艺上采用预热(约150-250℃)、后热、缓冷、锤击等方法。
 2.5 为避免因新增牛腿结构焊接而引起的结构变形,预采用以下焊接顺序。
2.5 为避免因新增牛腿结构焊接而引起的结构变形,预采用以下焊接顺序。
即先焊接牛腿腹板,再依箭头方向顺次施焊,避免既有柱翼缘板因局部受热失稳而变形。
2.6在施工过程中采取相应安全防护措施,同时要求行吊距操作处最小距离为10M,以保证施工和既有车间安全生产。
2.7充分考虑原有行吊的运行状态 ,操作平台搭建时要求在保证施焊顺利的条件下尽量缩减横向空间,避免和行车滑触线接触,以保证安全生产。
2.8做好现场测量,在正式施焊前先试焊一单件,对比钢柱施焊前后尺寸变化,并进行焊缝探伤分析,合格后再通焊。
3 施工工艺流程
3.1 既有结构测量(包括既有柱、牛腿标高和垂直度)→既有柱附近围护结构拆除→既有柱新增牛腿部位表面清除→新增牛腿找点、初步定位点焊→测量精确定位→修正牛腿→焊接牛腿
3.2 新增牛腿安装标高的控制
考虑新增牛腿利用已有柱牛腿处筋板。新增牛腿标高,直接在已有钢柱标记处,往上引一固定尺寸得一点,将同轴线新增牛腿均固定在该同水平位置。
3.3 新增牛腿构件复查
现场焊接作业前由现场质检员依据GB50205-2001《建筑钢结构焊接技术规程》对检查焊接构件的坡口、间隙、钝边等做现场检查。
3.4 焊缝周围区域的清除
清理既有柱焊接部位30mm范围内的油漆、铁锈、油污、水分、灰尘等杂物。
3.5 新增牛腿安装垂直度的控制
先使牛腿腹板中线与原有柱翼缘板中线完全重合,用水平仪复核其垂直度,调整后再通焊固定。
3.6新增牛腿安装水平度的控制
在牛腿整体焊接前,先点焊上翼缘板于柱身已测得标记处,用水平尺复核其水平度,及时调整后再通焊固定。
3.7新增牛腿安装过程的控制
在牛腿、既有钢柱的整个焊接过程中,设有专职测量人员,对牛腿的垂直度和标高、水平度进行监测。
4 新增牛腿焊接施工方案
4.1机械设备选用
⑴电焊机选用
电焊机的选用:本工程的焊接方法为手工电弧焊,焊条规格最大为φ5.0mm,选用ZX7-400型手工直流电弧焊机,采用直流反接。焊机完好,接线正确,电流表、电压表完好,摆放在设备平台上的设备排列应符合安全要求,电源线安全可靠。
⑵.焊条选用
对于易裂的母材或结构,对于塑性、韧性要求高的重要结构,应选用塑性韧性好、含氢量低及抗裂性能好的E5015碱性焊条(即低氢焊条),且焊前烘烤,施焊过程采用保温桶防潮。
4.2技术措施
牛腿与既有柱现场焊接是本工程施工的重点和难点,为了不影响两侧车间正常生产,在保证施工质量前提下又能提高施工进度,制定合理的焊接技术工艺是关键。先清理既有柱焊接部位的油漆、铁锈、油污、水分、灰尘等杂物
⑴上下翼缘板与立柱焊接
①采用手工电弧焊,牛腿上下翼缘板均开单边V型坡口,底面采用垫板,分三层焊接。具体型式如下图:
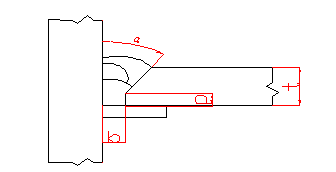
②.第一层打底用φ=3.2的焊条,焊接参数在满足要求的条件下尽量减小。第二、三层选用直径为φ=5.0 的焊条,焊接间隙b=6,坡口角度α=45°,钝边P=2,焊角尺寸hf=8。当焊接第二层时,焊接方向应与第一层方向相反,以此类推。每层焊接接头应错开15-20mm。
③.工艺参数
第一层焊接 第二、三层焊接
I=100~130A I=170~190A
U=21~25V U=25~28V
焊速100~160mm/min 焊速100~160mm/min
④腹板与立板焊接
⑤开K型坡口,对称焊,具体型式如下:
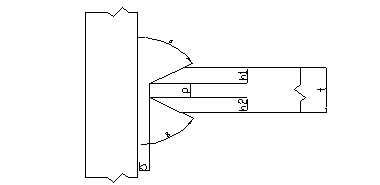
⑥.坡口角度为45°,钝边P=2,h1=h2=7,焊角尺寸为8,焊接速度为60~120mm/min
⑦.工艺参数
I=200~260A
U=25~28V
焊速60~120mm/min
⑶.焊接顺序
先焊接钢牛腿腹板且上下预留50mm不焊,再焊接上翼缘且从两边向中间焊接(下翼缘与上翼缘板同时施焊,两名焊工在焊接时的焊接电流、焊接速度和焊接层数应保持一致),最后补焊。顺序如下图所示.
⑷.垫板、引弧板,引出板装配要求:
①焊接垫板材质为Q345B,两端伸出各60mm。引、熄弧板的材质和尺寸符合设计要求。
②垫板、引弧板,引出板其材质应和被焊母材相同,坡口型式与被焊焊缝相同, 焊接完成后用火焰切割去除引弧板和引出板,并修磨平整。
③.钢衬垫的定位焊在接头坡口内焊接。定位焊焊缝与最终的焊缝相同,所有焊材与正式施焊的质量要求相同。
星欣设计图库资料专卖店拥有最新最全的设计参考图库资料,内容涉及景观园林、建筑、规划、室内装修、建筑结构、暖通空调、给排水、电气设计、施工组织设计等各个领域的设计素材和设计图纸等参考学习资料。是为广大艺术设计工作者优质设计学习参考资料。本站所售的参考资料包括设计方案和施工图案例已达几十万套以上,总量在数千G以上。
联系QQ:447255935
电话:13111542600