![]()
工程编号:GT03A012
版本号:A
修改号:
宁波建龙1780mm热轧带钢工程
三电基本设计规格书
设计:建龙1780mm热轧带钢工程项目组
审核:
批准:
北京金自天正智能控制股份有限公司
2003年6月
![]()
工程编号:GT03A012
版本号:A
修改号:
宁波建龙1780mm热轧带钢工程
三电基本设计规格书
设计:建龙1780mm热轧带钢工程项目组
审核:
批准:
北京金自天正智能控制股份有限公司
2003年6月
目 录
1-1
1.1 1-1
1.2 1-1
1.2.1.1 1-1
1.2.2 1-1
1.3 1-2
1.3.1 1-2
1.3.2 1-2
1.3.3 1-4
1.4 1-4
1.5 1-10
1.5.1 1-10
1.5.2 1-13
2-1
2.1 2-1
2.1.1 2-1
2.1.2 2-9
2.1.3 2-12
2.1.3.1 2-12
2.1.3.2 2-12
2.1.3.3 2-14
2.1.4 2-14
2.2 2-18
2.2.1 2-18
2.2.2 2-20
2.2.3 2-20
2.2.3.1 2-20
2.2.3.2 2-21
2.2.4 2-25
2.3 2-33
2.3.1 2-33
2.3.2 2-34
3-1
3.1 3-1
3.1.1 3-1
3.1.1.1 3-1
3.1.1.2 3-1
3.1.1.3 3-2
3.1.1.4 3-2
3.1.2 3-2
3.1.2.1 3-2
3.1.2.2 3-2
3.1.2.3 3-2
3.1.2.4 3-3
3.1.2.5 3-3
3.1.3 3-3
3.1.3.1 3-3
3.1.3.2 3-3
3.1.3.3 3-3
3.1.3.4 3-3
3.1.3.5 3-4
3.1.4 3-4
3.2 3-5
3.2.1 3-5
3.2.2 3-5
3.2.2.1 3-5
3.2.2.2 3-6
3.2.3 3-7
3.2.4 3-8
3.2.5 3-8
3.2.5.1 3-8
3.2.5.2 3-9
3.2.6 3-9
3.3 3-9
3.3.1 3-9
3.3.1.1 3-9
3.3.1.2 3-9
3.3.1.3 3-10
3.3.1.4 3-10
3.3.1.5 3-11
3.3.1.6 3-12
3.3.1.7 3-13
3.3.1.8 3-13
3.3.1.9 3-13
3.3.1.10 3-13
3.3.1.11 3-15
3.3.1.12 3-15
3.3.1.12.1 3-15
3.3.1.12.2 3-16
3.3.1.12.3 3-16
3.3.1.12.4 3-16
3.3.1.13 3-17
3.3.1.13.1 3-17
3.3.1.13.2 3-17
3.3.1.13.3 3-18
3.3.1.13.4 3-18
3.3.1.13.5 3-18
3.3.1.13.6 3-19
3.3.1.13.7 3-19
3.3.1.13.8 3-20
3.3.1.13.9 3-21
3.3.1.13.10 3-21
3.3.1.13.11 3-21
3.3.1.13.12 3-21
3.3.1.14 3-21
3.3.1.14.1 3-21
3.3.1.14.2 3-21
3.3.1.15 3-22
3.3.1.15.1 3-22
3.3.1.15.2 3-22
3.3.1.16 3-22
3.3.1.16.1 3-22
3.3.1.16.2 3-22
3.3.1.17 3-23
3.3.1.17.1 3-24
3.3.2 3-24
3.3.2.1 3-25
3.3.2.1.1 3-25
3.3.2.2 3-26
3.3.2.2.1 3-26
3.3.2.2.2 3-26
3.3.2.2.3 3-26
3.3.2.2.4 3-26
3.3.2.2.5 3-26
3.3.2.2.6 3-26
3.3.2.2.7 3-26
3.3.2.2.8 3-26
3.3.2.2.9 3-27
3.3.2.2.10 3-27
3.3.2.2.11 3-27
3.3.2.2.12 3-27
3.3.2.2.13 3-27
3.3.2.2.14 3-27
3.3.2.2.15 3-27
3.3.2.2.16 3-27
3.3.2.2.17 3-27
3.3.2.3 3-27
3.3.2.3.1 3-27
3.3.2.3.2 3-28
3.3.2.3.3 3-28
3.3.2.3.4 3-29
3.3.2.3.5 3-30
3.3.2.3.6 3-31
3.4 3-31
3.4.1 3-32
3.4.2 3-33
3.4.3 3-34
3.4.4 3-34
3.5 3-34
3.5.1 3-35
3.5.2 3-37
3.6 3-37
3.6.1 3-37
3.6.2 3-37
3.6.2.1 3-37
3.6.2.2 3-42
3.6.3 3-42
3.6.3.1 3-43
3.6.4 3-43
3.6.4.1 3-43
3.6.4.2 3-43
3.6.4.3 3-44
3.7 3-44
3.7.1 3-44
3.7.1.1 3-44
3.7.1.2 3-44
3.7.1.3 3-44
3.7.2 3-45
3.7.2.1 3-45
3.7.2.2 3-46
3.7.3 3-47
3.7.3.1 3-48
3.7.4 3-49
3.7.5 3-50
3.7.5.1 3-50
3.7.6 3-50
3.7.7 3-50
3.8 3-50
3.8.1 3-50
3.8.2 3-51
3.8.3 3-55
3.8.4 3-58
3.8.4.1 3-58
3.8.4.2 3-58
3.9 3-58
3.10 3-59
3.11 3-59
3.11.1 3-59
3.11.2 3-59
3.11.3 3-60
3.11.4 3-61
3.11.5 3-61
4-1
4.1 4-1
4.1.1 4-1
4.1.2 4-2
4.1.3 4-6
5-1
5.1 5-1
5.1.1 5-1
5.1.1.1 5-1
5.1.1.2 5-2
5.1.1.3 5-5
5.1.2 5-5
5.1.2.1 5-5
5.1.2.2 5-6
5.2 5-10
5.2.1 5-10
5.2.2 5-11
5.2.3 5-18
5.3 5-18
5.3.1 5-18
5.3.2 5-19
5.3.3 5-25
5.4 5-25
5.4.1 5-25
5.4.2 5-26
5.4.3 5-29
5.5 5-29
5.5.1 5-29
5.5.2 5-30
5.5.3 5-35
6-1
6.1 6-1
6.1.1 6-1
6.1.2 6-1
6.1.3 6-5
6.2 6-5
6.2.1 6-5
6.2.1.1 6-5
6.2.1.2 6-7
6.2.1.3 6-11
6.2.1.4 6-12
6.2.1.4.1 6-12
6.2.1.4.2 6-12
6.2.1.4.3 6-15
6.2.1.4.4 6-15
6.2.1.4.5 6-16
6.2.1.4.6 6-16
6.2.1.4.7 6-17
6.2.1.4.8 6-17
6.3 6-18
6.3.1 6-18
6.3.2 6-18
6.3.3 6-25
6.4 6-26
6.4.1 6-26
6.4.2 6-27
6.4.3 6-35
6.5 6-37
6.5.1 6-37
6.5.2 6-37
6.5.3 6-37
6.6 6-37
6.6.1 6-37
6.6.2 6-37
6.6.3 6-39
7-1
7.1 7-2
7.1.1 7-2
7.1.1.1 7-2
7.1.1.2 7-3
7.1.2 7-4
7.1.3 7-18
7.1.3.1 7-19
7.2 7-19
7.2.1 7-19
7.2.2 7-19
7.2.3 7-21
7.2.4 7-22
7.2.5 7-22
7.2.6 7-22
7.2.7 7-23
7.3 7-24
7.3.1 7-24
7.3.2 7-25
7.3.3 7-27
8-1
8.1 8-1
8.2 8-3
8.3 8-3
8.4 8-5
9-1
9.1 9-1
9.1.1 9-1
9.1.1.1 9-1
9.1.1.2 9-1
9.1.1.3 9-1
9.1.1.4 9-1
9.1.2 9-2
9.1.3 9-2
9.1.3.1 9-2
9.1.3.2 9-3
9.1.4 9-3
9.1.5 9-6
9.1.5.1 9-6
9.1.5.2 9-7
9.1.5.3 9-7
9.1.6 9-7
9.1.6.1 9-7
9.1.6.2 9-11
9.1.7 9-16
9.1.7.1 9-16
9.1.7.2 9-19
9.1.8 9-19
9.1.9 9-19
9.1.10 9-20
9.1.11 9-20
9.1.11.1 9-20
9.1.11.2 9-21
9.1.12 9-23
9.1.13 9-23
9.1.14 9-24
9.1.15 9-24
9.1.16 9-24
9.1.16.1 9-24
9.1.16.2 9-25
9.1.16.3 9-25
9.1.16.4 9-26
9.1.16.5 9-26
9.1.16.6 9-26
9.1.16.7 9-26
9.1.17 9-26
9.1.18 9-27
9.1.18.1 9-27
9.1.19 9-28
9.1.20 9-29
9.1.21 9-30
9.2 9-34
9.2.1 9-34
9.2.2 9-36
9.2.3 9-38
9.2.4 9-39
9.2.5 9-39
9.2.6 9-47
9.2.7 9-49
9.2.8 9-55
9.2.9 9-55
9.2.10 9-55
9.2.11 9-55
10-1
10.1 10-1
10.2 10-1
10.2.1 10-6
10.2.2 10-7
10.3 10-8
10.3.1 10-8
10.3.1.1 10-8
10.3.1.2 10-9
10.3.1.3 10-10
10.3.2 10-10
10.3.2.1 10-10
10.3.2.1.1 10-11
10.3.2.1.2 10-12
10.3.2.2 10-13
10.3.2.2.1 10-14
10.3.2.2.2 10-16
10.3.3 10-16
10.3.3.1 10-16
10.3.3.2 10-17
10.3.3.3 10-18
10.3.4 10-18
10.3.4.1 10-18
10.3.4.2 10-20
10.3.4.3 10-21
10.3.5 10-21
10.3.5.1 10-21
10.3.5.2 10-21
10.3.5.3 10-22
10.3.6 10-22
10.3.6.1 10-22
10.3.6.2 10-22
10.3.6.3 10-22
10.3.7 10-23
10.3.7.1 10-23
10.3.7.2 10-23
10.3.7.3 10-23
10.3.8 10-23
10.3.8.1 10-23
10.3.8.2 10-24
10.3.8.3 10-24
10.4 10-24
11-1
11.1 11-1
11.2 11-1
11.2.1 11-1
11.2.1.1 11-1
11.2.1.2 11-1
11.2.1.2.1 11-1
11.2.1.2.2 11-1
11.2.2 11-2
11.2.2.1 11-2
11.2.2.2 11-2
11.2.2.3 11-2
11.2.3 11-2
11.2.4 11-3
l 宁波建龙钢铁公司与北京金自天正智能控制股份有限公司签订的《宁波建龙钢铁公司1780mm热连轧自动化系统技术附件》之附件1~3
l 中国一重集团大连设计研究院《宁波建龙钢铁有限公司1780mm热连轧机技术规格书》机械部分及流体部分
l 国内外相关带钢轧制技术以及我单位过去及目前承揽的带钢轧制工程实施过程中成功的经验
×104t,产品品种有:供冷轧用原料卷、热轧商品卷板、分卷后的热轧商品卷、管线用钢卷、横切板。根据投资情况,工程分为两期建设,一期年产量为243×104t,产品品种有:热轧商品卷、管线用钢卷。
产品规格
1.2~19.0mm, 带钢宽度: 900~1630 mm
762 mm, 钢卷外径: 1000~2150mm
32 t, 最大单重: 21kg/mm
σb=650 Mpa, 最大屈服强度: σs=500 MPa
产品执行标准
优质碳素结构钢技术条件
碳素结构钢
低合金高强度结构钢
优质碳素结构钢薄钢板和钢带
优质碳素结构钢热轧厚钢板和宽钢带
碳素结构钢和低合金结构钢热轧薄钢板及钢带
碳素结构钢和低合金结构钢热轧厚钢板和钢带
一般结构用热连轧钢板和钢带
―― 连续热镀锌薄钢板和钢带
优质碳素结构钢冷轧薄钢板和钢带
―― 焊接结构用耐候钢
汽车大梁用热轧钢板
焊接气瓶用钢板
石油天然气输送管用热轧宽带钢
产品方案
序号 | 生产品种 | 代 表 牌 号 | 产品规格(mm) | 产量(104t) |
1 | 热轧商品卷 | Q195,Q215,Q235,08,15,Q345,09CuPTiRe | 1.2~19.0900~1630 | 238 |
2 | 管线用钢 | API5L X42~ X70 | 5.0~16(19)1050~1630 | 5 |
3 | 合 计 |
|
| 243 |
表1-1 按钢种分配表(一期)
厚 度mm | 宽 度(mm) | 合 计 | |||||||
900~1050 | >1050~1150 | >1150~1250 | >1250~1350 | >1350~1500 | >1500~1630 |
| |||
范 围 | 代表规格 | 1000 | 1100 | 1200 | 1300 | 1400 | 1550 | t | % |
1.2~1.8 | 1.5 | 26730 | 12150 | 0 | 0 | 0 | 0 | 38880 | 1.6 |
1.9~2.1 | 2.0 | 58320 | 150660 | 43740 | 0 | 0 | 0 | 252720 | 10.4 |
2.2~2.4 | 2.3 | 60750 | 97200 | 114210 | 19440 | 0 | 0 | 291600 | 12 |
2.5~2.8 | 2.6 | 21870 | 206550 | 328050 | 48600 | 1701 | 1458 | 608229 | 25.03 |
2.9~3.1 | 3.0 | 19440 | 213840 | 345060 | 140940 | 32076 | 1701 | 753057 | 30.99 |
3.2~5.0 | 4.0 | 14580 | 38880 | 77760 | 87480 | 48600 | 24300 | 291600 | 12 |
5.1~7.0 | 6.0 | 0 | 17010 | 31590 | 29160 | 12150 | 7290 | 97200 | 4 |
7.1~9.0 | 8.0 | 0 | 7290 | 9720 | 17010 | 9720 | 4860 | 48600 | 2 |
9.1~12.7 | 10.0 | 0 | 0 | 19440 | 9720 | 2430 | 2430 | 34020 | 1.4 |
12.8~19.0 | 16.0 | 0 | 0 | 0 | 6804 | 4860 | 2430 | 14094 | 0.58 |
合 计 | t | 201690 | 743580 | 969570 | 359154 | 111537 | 44469 | 2430000 |
|
| % | 8.30 | 30.60 | 39.90 | 14.78 | 4.59 | 1.83 | 100 | |
表1-2 按规格分配比例表
(1) 原料
(短尺:4500~5300mm)
(一期);4138000 t (二期)。
金属平衡
机组及产品
名 称
原料量
成品量
成材率
烧 损
切头尾及废品
(t)
(t)
(%)
(t)
(%)
(t)
(%)
热轧带钢轧机
2500000
2437500
97.5
25000
1
37500
1.5
表1-3 金属平衡表(一期)
(1) 步进梁式加热炉
xxx t/h
R1 粗轧机附属立辊轧机(E1)
AWC液压缸4个( 直径:Æ700/Æ540,全行程:50mm,使用压力:25Mpa)
侧压仪:2×5000kN
Æ1200/1100mm×辊身长650mm(210,Æ1300)
,N = 575/1150rpm 2台
,110/270rpm 2台
R1 粗轧机
2辊可逆式
Æ1350/1230mm×辊身长1780mm
~75KL)
台
Æ508mm, 螺距24mm
台
,550/1100rpm 1台
R2 粗轧机附属立辊轧机(E2)
AWC液压缸4个(直径:Æ700/Æ540,全行程:50mm,有效行程:40mm,
使用压力:25Mpa)
Æ1200/1100mm×辊身长650mm(210,Æ1300)
,n = 575/1150rpm 2台
台
R2 粗轧机
Æ1200/1100mm×辊身长1780mm
Æ1600/1450mm×辊身长1780mm
2)
~75KL)
台
320m/min(最大直径及最高转速时)
Æ560mm,螺距32mm
台
Æ1150m,有效行程50mm,速度 5mm/s,压力25MPa
F1 附设立辊轧机(F 1 E )
时)
Æ630/ 570mm×辊身长350mm
/s(最大辊径时)
1780mm,最小 850mm
台
i = 4.05
Æ320/Æ300mm 2台
Æ240mm,内径Æ100mm,有效行程27.5mm
辊缝调整减速机齿轮及轴承,
螺丝螺母
手动给脂:十字销型主轴
自动给脂:辊颈轴承,轴承座衬板
精轧机
轧机 代号 | 轧辊尺寸 (最大直径 ´ 辊身长)(mm) | 最大轧制压力(kN) | 轧机速度1) (m/s) | 主电机 容 量 (kW) ´(台) | 主电机转 数(rpm) | 减速比 | |
| 工作辊 | 支承辊 |
|
|
|
|
|
F1 | Æ850/760´2080 | Æ1600/1450´1780 | 40000 | 1.57/3.62 | 9000´1 | 100/230 | i⒈=2.83 |
F2 | Æ850/760´2080 | Æ1600/1450´1780 | 40000 | 2.5/5.8 | 9000´1 | 100/230 | i⒈=1.76 |
F3 | Æ850/760´2080 | Æ1600/1450´1780 | 40000 | 3.64/8.37 | 9000´1 | 100/230 | i⒈=1.22 |
F4 | Æ850/760´2080 | Æ1600/1450´1780 | 40000 | 5/11.5 | 9000´1 | 113/258 | i⒈=1 |
F5 | Æ700/630´2080 | Æ1600/1450´1780 | 35000 | 6.4/14.87 | 8000´1 | 176/406 | i⒈=1 |
F6 | Æ700/630´2080 | Æ1600/1450´1780 | 35000 | 7.7/17.6 | 8000´1 | 209/480 | i⒈=1 |
F7 | Æ700/630´2080 | Æ1600/1450´1780 | 35000 | 8.8/20.16 | 7500´1 | 240/550 | i⒈=1 |
注:1) 此时轧制速度为工作辊最大轧辊辊径时。
表1-4 精轧机组主要参数表
式:人字齿轮一级减速型
减速比:F1约 1/2.438
F2约 1/1.448
1~ F7
主液压缸:2台/机架
机架号 | 主液压缸内径 | 有效行程 | 最大工作压力 |
F1~F4 | 1050mm/970mm | ~120mm | 27MPa |
F5~F7 | 1050/970mm | ~120mm | 24MPa |
机架)
1~F7 轧辊开口度:80mm(最大)
弯辊液压缸:
弯辊力:F1~F4 2000kN(每侧),F5~F7 1500kN(每侧)
液压行程:上辊165mm,下辊85mm,压力25Mpa,缸直径 Æ180、Æ120
串辊液压缸:
工作辊行程 ±150mm,液压缸压力25Mpa,缸直径Æ200、Æ80
Æ320、Æ280,行程480mm,压力16MPa
集中给脂:轴承座锁紧,轴承座滑动面;手动给脂:工作辊颈轴承
1#、2#卷取机前夹送辊
Æ900×1780mm,下夹送辊尺寸:Æ500 ~ 480×1780mm
Æ300×1780mm
Æ300×1780mm×4
Æ300×1780mm
度:0 ~ 22m/s
400 ~ 915rpm
Æ140 ~ 80×620mm
16MPa
,1400rpm
1#、2#卷取机
~ 750℃
~ 19 mm,卷取带钢宽度:900 ~ 1630mm
(max),钢卷内/外径:2150mm(max)
Æ727 / 737 / 762 / 770mm
Æ380 1780mm
,230 ~ 600rpm
,1200rpm
(1) 原料准备与钢坯加热
冷装操作
热装操作
轧制
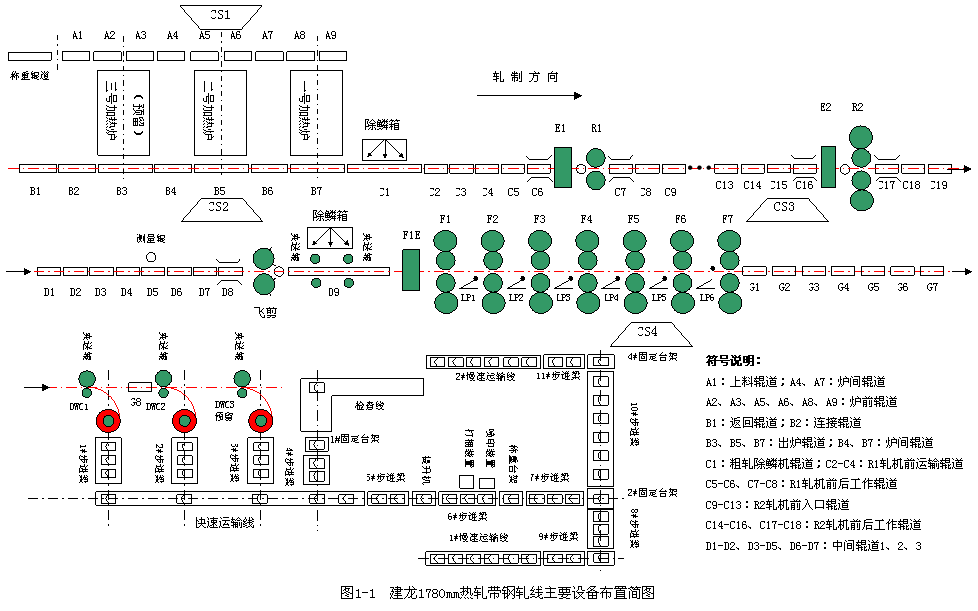
1为带立辊的二辊可逆式轧机,R2为带立辊的四辊可逆式轧机。板坯在R1轧机上一般轧制3道次,在R2轧机上可根据需要轧制3~5道次,轧成厚度32~60mm的中间带坯。在E2R2粗轧机轧制过程中,可根据工艺要求,在轧机前后用高压水清除板坯再生氧化铁皮。粗轧立辊轧机E1、E2设有自动宽度控制(AWC)系统和短行程控制(SSC)系统,以提高带钢宽度精度,修正板坯头尾形状。R2轧机配有液压AGC系统,其后设有宽度计和高温计。为精轧机设定提供修正数据。R2后的中间延迟辊道上设有废品推出机,可将废带坯推出轧线进行处理。另外,该中间延迟辊道上还设有保温罩;以减少带坯在中间延迟辊道上的温度损失和带坯头尾温差。
2 粗轧机出来的合格中间坯,经切头飞剪切头后,进入精轧前除鳞箱,清除次生氧化铁皮。然后,进入精轧机组轧制。
1~F7 四辊精轧机组,轧制成1.2~19mm的成品带钢。为精确控制带钢宽度公差,提高和改善带钢边部质量,防止带钢边部边裂的产生,F1精轧机前设有F1E立辊轧机;为提高带钢表面质量,进一步清除再生氧化铁皮,在F1~F2 机架后设有高压水除鳞装置;为确保轧制带钢的厚度精度,在F1~F7 精轧机上设有动作灵敏、控制精度高的全液压压下及液压厚度自动控制(AGC)系统;精轧机上采用工作辊弯辊、窜辊装置控制带钢的凸度和平直度。
1~F7 之间全部采用液压活套控制,采用机架间冷却来控制终轧温度。
1~F7 精轧机预留热轧润滑工艺。在F7 精轧机的出口设置有厚度计、宽度计、高温计等轧线仪表设备,预留板型仪、平直度仪。精轧机组后部机架采用烟雾抑制方法除尘。
卷取和收集
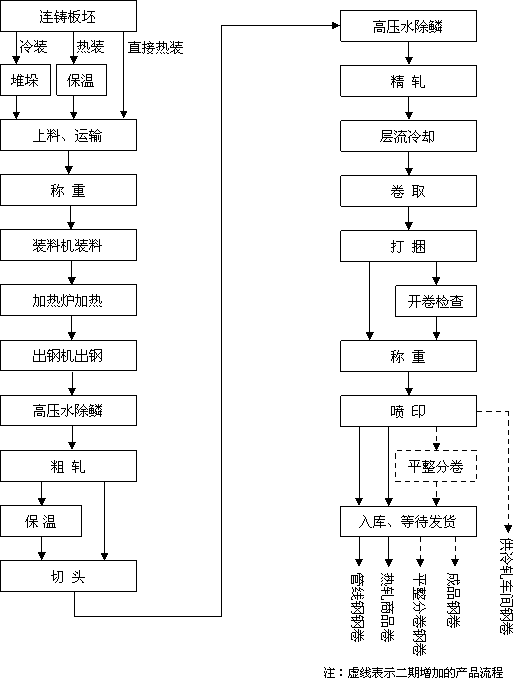
图1-2 建龙1780mm热轧生产线工艺流程简图
采用热装热送工艺
采用新型节能分段步进梁式加热炉,加热质量好,适于热装工艺。
粗轧机R2采用液压AGC,R1R2 均配有电动APC。
采用宽度自动控制技术
1 机架前附属立辊F1E,可对中间带坯进行对中和导向,同时其微量压下的作用可防止带钢边部的边裂产生,改善带钢边部的质量。
中间辊道采用保温罩
液压厚度自动控制
1~F7 全部采用全液压压下系统和厚度自动控制(AGC)系统,可提高带钢全长厚度控制精度。
液压活套控制
采用工作辊弯辊与窜辊功能相结合的板型控制技术
采用机架间喷水和层流冷却技术
采用带踏步功能的三助卷辊式卷取机
采用钢卷卧卷运输
主传动全交流调速技术
全线采用基础自动化及二级过程计算机控制,使全线实现自动化控制。

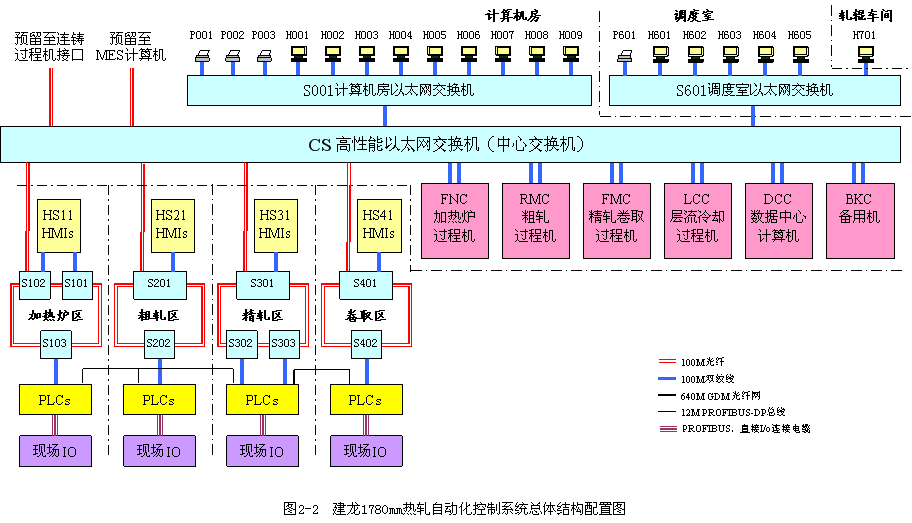



一块用于上相应的区域子网。HMI服务器放置在区域操作室,与操作室的交换机相接。它们也配置有两块网卡,一块用于上主干网,另一块用于上相应的区域子网。分布在系统中各个地方的HMI和网络打印机可以就近连接到任何交换机中,它们都连接到主干网上。由于绝大多数基础自动化级的HMI和它们需要频繁访问的HMI服务器处于同一个交换机中,因而这种内部的数据交换不会增大主干网的负担。放置在各个区域的主电室的PLC将分组连接到主电室的交换机上。位于精轧机出口测宽仪和测厚仪(以及后期再上的凸度仪、平直度仪)直接连接到精轧区域的环形冗余以太网上,实现仪表与自动化控制系统之间的数据交换。
总线实现加热炉、粗轧和精轧卷取3个区域的PLC的相互构通。
l 具有很强大快速的交换能力。背板总线为16G,通讯介质模块可以任意组合匹配,不同模块间最大交换率为2Gbps。
l 有完善的网络管理功能,在网络管理软件的协助下实现流量控制、虚拟网络、优先级队列、工作组设置及IP路由等。
l 设备运行非常安全可靠。机架本身可设置为冗余供电方式,冷却风扇也是冗余的。通讯介质模块可热插拔。多个主板上的Web 管理器是冗余的。
l 支持多种通讯通道的冗余方式。不同模块的通讯通道捆绑技术可使通讯设备之间通讯能力的大大增加。采用冗余环网连接或双交换机的冗余结构为多个网络交换机间的通讯建立了可靠数据通道。
端口。
l 支持通讯端口的安全措施――阻止未获授权的网络端口访问;
l 收保护的SNMP访问――只允许具有合法地址及口令的用户访问内置的SNMP代理机构;
l SNMP故障信息――当设定的故障发生时,MICE交换机的代理机构向设定的管理站提供报告。
l MICE交换机提供多种方法管理网络系统:
l 提供V2.4串行口连接进入MICE提供的用户界面;
l 在网络上的任意位置通过Web浏览器访问MICE上的提供的用户友好界面;
l 集中地使用SNMP管理软件,如HiVision软件,访问MICE上的SNMP代理机构。
,数据库采用Oracle 9i。

图2-7 过程机系统的结构配置图
17、18号盘作为第六个影像组,存放开发工作的应用程序和数据;另外,19、20号盘作为1至18号盘的备分,随时准备替换出现故障的硬盘。
系列的服务器,存储阵列采用HP StorageWorks 模块化SAN阵列 MSA1000。
l Intel Xeon 处理器MP 1.5G Hz,1M高速缓存
l 前置总线400M Hz
l 1GB具有高级ECC功能内存
l 支持2块以上Ultra3 SCSI热插拔硬盘
l 双通道阵列控制器
l 6个PCI 插槽,4个支持热插拔
l 1.44MB软盘,48倍速光驱,键盘和鼠标
l 17英寸彩色显示器
l 支持热插拔冗余电源和热插拔冗余风扇
l 10/100M以太网卡1块
l Siemens CP1613网卡1块
l 连接存储阵列的主机总线适配器2个
l Windows 2000 Server操作系统
l Oracle数据库
l MS Studio 6.0开发工具
l Siemens S71613库函数软件包(用于与PLC直接交换数据)
l SIMATIC WinCC OPC Client(用于与HMI服务器交换数据)
l MSA1000双通道存储阵列1套
l 8口2GB2光纤交换机2个
系列的服务器,以保持服务器机型的统一,这样对系统的维护是有好处的。
l Intel Xeon 处理器2.5G Hz,512K高速缓存
l 前置总线400M Hz
l 1GB PC2100 DDR内存
l 支持4块以上Ultra3 SCSI热插拔硬盘
l 4个PCI 插槽
l 1.44MB软盘,48倍速光驱,键盘和鼠标
l 17英寸彩色显示器
l 支持热插拔冗余电源和热插拔冗余风扇
l 10/100M以太网卡1块
l Siemens CP1613网卡1块
l Windows 2000 Server操作系统
l SIMATIC WinCC Server(用于实现HMI客户机 / 服务器系统)
――视窗控制中心)系统软件包是HMI服务器的核心软件,它具有数据采集、监视和控制自动化过程的强大功能,是基于个人计算机的操作监视系统。其显著特点就是全面开放,在Windows 2000标准环境中,它很容易结合标准的和用户的程序建立人机界面,精确地满足生产实际要求,确保安全可靠地控制生产过程。WinCC还可提供成熟可靠的操作和高效的组态性能,同时具有灵活的伸缩能力。因此,无论简单或复杂任务,都能胜任。WinCC很容易集成到全厂范围的应用系统中,而且可集成到MES(制造执行系统)和ERP(企业资源计划)。
可选软件提供服务器/客户机解决方案。在这里,服务器承担主要任务,如为客户机进行程序连接和日志记录。客户机则利用服务器提供的服务,通过独立的终端总线与服务器通讯,终端客户机可连接到生产线的各个操作室。客户机间的通讯采用标准的TCP/IP协议,客户机可自动寻找分配给它们项目的服务器,这就有可能在以后方便地切换服务器而不会引起任何不利的后果。
L2级的HMI采用P4微机,其中9台放置在计算机房(H001~ H005),1台放置在调度室(H605),1台放置在轧辊车间(H701),还有1台放置在入炉操作室(H113)。每台微机的配置如下:
l Intel P4 处理器 2.4G Hz以上
l 内存 256MB
l 40GB硬盘
l 1.44MB软盘,48倍速光驱,键盘和鼠标,带USB口
l 10/100M自适应以太网卡
l 17英寸纯平彩色显示器
l Windows 2000 Professional操作系统
l MS Studio 6.0开发工具
l Oracle Developer开发工具
L1级HMI采用美国ICS公司的无源底板工业控制微机。它们的安装位置和编号如表2-1所示。
安装位置 | 台数 | 编号 |
入炉操作室 | 1 | H111~H112 |
出炉操作室 | 1 | H121~H122 |
粗轧操作室 | 4 | H201~H204 |
粗轧主电室 | 1 | H281 |
精轧操作室 | 6 | H301~H306 |
精轧主电室 | 1 | H381 |
卷取操作室 | 4 | H401~H404 |
卷取主电室 | 1 | H481 |
调 度 室 | 4 | H601~H604 |
表2-1 L1级HMI的安装位置和编号
l Intel P4处理器 1.7G Hz以上
l 内存 ≧256MB,显存≧32MB
l 40GB硬盘 1个
l 1.44MB软盘,48倍速光驱,键盘和鼠标,带USB口
l 10/100M自适应以太网接口1块
l 21英寸美国优派(ViewSonic)纯平彩色显示器1台
l Windows 2000 Professional操作系统
l WinCC Client 运行版
A4网络激光打印机,计算机房放置3台,调度室、入炉操作室、出炉操作室、粗轧操作室、精轧操作室和卷取操作室各放置1台。它们依次编号为P001~P003、P601、P111、P121、P201、P301和P401。
l 打印速度 14PPM
l 分辨率 120dpi
l 额定打印量 10000页/月
l 输入纸盒容量 250页
l 配置打印服务器
和10套S7-400 PLC(注:不含加热炉燃烧控制PLC及预留TDC或PLC),由于这些控制系统包括轧线上的传动系统以及人机接口的WinCC同属西门子公司产品,所以,从以太网、Profibus-DP网、MPI网的网络连接上具有通讯比较简单、容易维护的特点。各个区域的PLC设备分别安装在本区域的主电室,它们的编号可参看图2-3 ~ 2-6。
1 SIEMENS S7-400 PLC的主要配置如下
l 18槽基板、10A电源(包括冷却风机)
l CPU 416-2DP处理器
l 工业以太网接口模板
l 数字量I/O板
l 模拟量I/O板
l 高速计数器等智能模块
l Profibus-DP/MPI接口模板
l 远程I/O模块(ET200M)
l Step7编程软件
SIMATIC TDC的主要配置如下
l 21槽框架,自带95~255Vac工作电源,自带冷却风机
l CPU 551处理器
l 工业以太网接口模板
l 快速数字量I/O板
l 快速模拟量I/O板
l 增量型、绝对值型高速计数器
l Profibus-DP/MPI接口模板
l Step7、CFC、D7-SYS编程软件
l COM-PROFIBUS软件
SIMATIC TDC产品的主要特点:
l 适用于复杂的、高动态性能的开环和闭环控制,如:闭环的辊缝控制、液压系统定位、热轧带钢冷却等控制;
l 特别适用于实时、多任务的应用场合;
l 系统模块化结构设计,含有DI/DO模板、AI/AO模板、增量型/绝对值脉冲信号模板、网络接口模板;
l 21槽框架,高性能64位高性能背板总线,自带冷却风扇,可插多块CPU(最多20块)和一些通讯模板及I/O模板;
l CPU主要性能指标:64位RISC处理器、266M Hz时钟频率、32Mbyte SDRAM内存、512kbyte同步高速缓存、256kbyte SRAM(用于保存操作系统的故障诊断信息等)、2/4/8Mbyte 可选用户程序存储器、STEP7/CFC编程语言;
l 最短循环扫描时间:100μs,典型值为:0.3 mS;
l 典型浮点运算时间:乘法 0.9μs,PI控制器 2.3μs,斜波发生器:5.3μs。
l 10/100Mbits以太网网卡;
l 9.6~12Mbits/s Profibus-DP/MPI网卡,可连接ET200M远程控制模块及数字传动系统;
l 通过接口模板,最多可有44个TDC能够和主TDC采用光纤连接成速度高达640Mb/s的GDM网络;这里需要注意的是,光纤连接的距离最大为200米,因此,在主电室柜体排列、安装时必须充分考虑这一限制。
对于建龙1780mm热轧带钢自动化系统,特别是其精轧、层冷、卷取区域,其基本特点如下:
l 要求控制的实时性较高。在精轧区域,各个机架的APC、HAGC控制,控制系统的控制周期为几个毫秒为好,而对机电设备控制或工艺参数(厚度、宽度等)的控制周期也不宜大于十几个毫秒。
l 在这些控制区域内,所要控制的位置、压力、温度闭环回路及功能较多,同时针对这些控制回路所要采用的数学算法比较复杂。
l 三个区域控制功能间相互影响,需要彼此之间做到快速的通讯、协调,相互传递补偿信号。由于众多功能最终的影响都将集中到精轧机轧辊、轧件之间的变形区,因此功能间相互影响显著。例如:当HAGC控制厚度、调整压下时,必会使轧制力发生变化,从而造成轧辊辊系弯曲变形并影响辊缝形状,最终影响带钢的出口断面形状和带钢的平直度。而当终轧温度控制改变机架间喷水或加速度时,必将使各机架轧制温度变化,最终又将会影响到出口厚度和板形。
,并用GDM高速通讯网络将这些控制系统连接起来,如图2-8所示。

SIEMENS S7-400 PLC产品是西门子公司最新型系列产品。其特点是功能强大,配置灵活,有如下突出特点:
l 高速: 在程序执行方面,极短的指令执行时间使S7-400在同类产品竞争中脱颖而出;
l 坚固: 即使在恶劣、不稳定的工业环境下,全封闭的模板依然可正常工作;无风扇操作降低了安装费用;在运行过程中,模板可插拔;
l 功能完善、强大: 允许多CPU配置,功能更强、速度更快。同时,配有品种齐全的功能模板,充分满足用户各种类型的现场需求;
l 强通讯能力: 分布式的内部总线允许在CPU与中央I/O间进行非常快的通讯,P总线与输入/输出模板进行数据交换。K总线将大量数据传送到功能模板和通讯模板;
l 智能模板丰富:具有多种板上自带CPU(可减轻CPU模板运行负担)的智能模板,可满足各种控制 功能。
运算速度
语句/K
0.1 mS
中间位 存贮器
16KB 从MB0到MB16383
MPI接口 全局数据量
64字节/包
16包/周期
内置存贮器
0.8Mbyte RAM
计数器
512(1-999)
数字I/O
131072(128K)
可扩充 存 贮 器
64Mbyte
定时器
512(10 mS-9990s)
模拟I/O
8192(8K)
编程语言
STEP 7(LAD、FBD、STL);SCL、GRAPH、HiGraph
用户程序保护
口令保护
板上接口
1)Profibus-DP/MPI 2)Profibus-DP,最大
12Mbits/s
表2-2 SIEMENS PLC CPU416-2DP主要参数
。这些优点完全归功于以下几个方面:
l 一个优化的ProfiBus信息服务于子集的构造和提高了数据传输速率。
l 高度的容错性
l 数据的完整性
l 标准信息帧结构
l 在操作中可自由地访问每个站
l 数据传输速率 最大12Mbps
l 网上工作站数 最多32个
l 传输介质 光纤或双绞屏蔽电缆
l 数据传输方式 主-从站令牌方式
数据传输速率
最大段长
数据传输速率
最大段长
数据传输速率
最大段长
9.6kbits/s
1000m
93.75kbits/s
1000m
1.5Mbits/s
1000m
19.2kbits/s
1000m
187.5kbits/s
1000m
3.0Mbits/s
100m
45.45kbits/s
1000m
500kbits/s
400m
6或12Mbits/s
100m
表2-1 ProfiBus网络数据传输速率与网段距离
,即多点接口)网络,以便进一步减轻以太网的压力。带多点接口的CPU不用附加模板就能网络化。接入MPI网的编程器,可以方便的对接到MPI网的任何一台PLC进行编程、调试。
l 数据传输率 187.5Kbps
l 网上站点数 最多32个
l 传输介质 与Profibus-DP网络电缆相同
l 网络长度 1000米(带中继器)
l 加热炉区过程计算机系统(加热炉供应商负责)
l 粗轧区过程计算机系统
l 精轧卷取区过程计算机系统
l 层流冷却过程计算机系统
l 数据中心计算机系统
l 备用计算机系统
(1) 加热炉区过程计算机系统的功能(加热炉过程机FNC,位于计算机房)
l 加热炉区物料跟踪
l 加热炉的加热制度的计算和设定
l 加热炉内的燃烧计算和设定
l 最佳燃烧控制的计算和设定
l 轧制节奏控制的计算和设定
l 钢坯数据管理
(2) 粗轧区过程计算机系统的功能(粗轧过程机RMC,位于计算机房)
l 粗轧区内的轧件跟踪
l 粗轧轧制规程的预设定
l 粗轧轧制规程的再设定
l 宽度控制参数的计算和优化
l 粗轧轧制规程模型参数的自学习
l 粗轧区内的中间坯数据管理
l 粗轧区轧制节奏计算
精轧卷取区过程计算机系统的功能(精轧卷取过程机FMC,位于计算机房)
l 精轧卷取区内(包括卷取出口直到成品卷称重为止)的轧件跟踪
l 精轧卷取机组轧制规程的计算和设定
l 板形(凸度和平直度)的计算和设定
l 精轧区机架间喷水冷却的计算与设定
l 精轧区轧辊冷却的计算与设定
l 穿带自适应
l 厚度控制参数的计算和优化
l 板形控制参数的计算和优化
l 卷取区设备参数的计算与设定
l 精轧区轧制节奏计算
l 成品数据管理
层流冷却过程计算机系统(层流冷却过程机LCC,位于计算机房)
l 层流冷却区轧件跟踪
l 层流冷却控制的计算与设定
l 卷取温度前馈控制
l 卷取温度反馈控制
l 层流冷却控制模型参数自学习
l 层流冷却区轧制节奏计算
数据中心计算机系统的功能(数据中心计算机DCC,位于计算机房)
l 全线过程数据的采集和存档
l 轧制计划和生产指令数据的接收和存档
l 轧辊数据的采集和存档
l 存档数据的显示和打印
l 质量统计和分析
备用计算机系统的功能(备用计算机BKC,位于计算机房)
l 作为各过程控制计算机的冷备份
l 过程数据的定时采集,数据可信度分析,有效数据的编辑和存储
l 采用人工神经元网络的轧制参数优化计算
l 轧制设定模型的仿真计算
l 利用可组态的用户接口对PLC进行数据采集并与它们进行数据交换
l 作为HMI服务器接受来自HMI客户机的访问
l 作为OPC Server接受来自过程机(OPC Client)的调用
(1) HS11(PC服务器,位于粗轧操作室)的功能
l 加热炉区HMI功能综合
HS21(PC服务器,位于粗轧操作室)的功能
l 粗轧区HMI功能综合
HS21(PC服务器,位于粗轧操作室)的功能
l 精轧区HMI功能综合
HS21(PC服务器,位于粗轧操作室)的功能
l 卷取区HMI功能综合
(1) 计算机房HMI的功能
l 加热炉过程控制系统的开发、监控和维护
l 粗轧过程控制系统的开发、监控和维护
l 精轧卷取过程控制系统的开发、监控和维护
l 层流冷却过程控制系统的开发、监控和维护
l 数据中心计算机系统的开发、监控和维护
l 机动
l 机动
l 质量数据分析
l 网络管理
(2) 调度室HMI的功能
l 轧制计划管理
(3) 轧辊车间HMI的功能
l 轧辊管理
(4) 入炉操作室HMI的功能
l 板坯数据管理
使1780mm热轧带钢热轧带钢轧机的操作既直观又简单。各操作站功能具体如下:
(1) 加热炉区操作站的功能
l 炉前A1~A9辊道状态显示
l 钢坯参数录入
l 炉后B1~B7辊道状态显示
粗轧区操作站的功能
l E1、R1粗轧机组的设定值和实测值的显示
l E1、R1粗轧机组的启动逻辑画面显示
l E1、R1粗轧机组的水、风、电、气等公用设施状态显示
l E1、R1粗轧机组的报警和预报警
l E2、R2粗轧机组的设定值和实测值的显示
l E2、R2粗轧机组的启动逻辑画面显示
l E2、R2粗轧机组的水、风、电、气等公用设施状态显示
l E2、R2粗轧机组的报警和预报警
l E1、R1粗轧机组的轧件厚度趋势曲线显示
l E1、R1粗轧机组的轧件宽度趋势曲线显示
l E1、R1粗轧机组的轧件温度趋势曲线显示
l E2、R2粗轧机组的轧件厚度趋势曲线显示
l E2、R2粗轧机组的轧件宽度趋势曲线显示
l E2、R2粗轧机组的轧件温度趋势曲线显示
l 粗轧机组设定值和实测值的显示
l 粗轧机组的水、风、电、气等公用设施状态显示
l 粗轧机组主电机的状态监测和显示
l 粗轧机组的报警和预报警
精轧区操作站的功能
l 保温罩、除鳞箱、飞剪的设定值和实测值的显示
l 保温罩、除鳞箱、飞剪的启动逻辑画面显示
l 保温罩、除鳞箱、飞剪的水、风、电、气等公用设施状态显示
l 保温罩内轧件温度趋势曲线显示
l 保温罩、除鳞箱、飞剪的报警和预报警
l 精轧机组速度,压下,侧导板,弯辊,活套的设定值和实测值的显示
l 精轧机组速度,压下,侧导板,弯辊,活套的启动逻辑画面显示
l 精轧机组速度,压下,侧导板,弯辊,活套的水、电、风、气等公用设施状态显示
l 精轧机组的报警和预报警
l 精轧机组速度,压下,侧导板,弯辊,活套的设定值和实测值的显示
l 精轧机组速度,压下,侧导板,弯辊,活套的启动逻辑画面显示
l 精轧机组速度,压下,侧导板,弯辊,活套的水、电、风、气等公用设施状态显示
l 精轧机组的报警和预报警
l 精轧区轧件跟踪
l 精轧机组轧件速度,厚度,宽度,温度,轧制力趋势曲线显示
l 精轧机组板形设定值和实测值的显示
l 精轧机组轧件板形,轧制力趋势曲线显示
l 层流冷却(包括热输出辊道)设定值和实测值的显示
l 层流冷却(包括热输出辊道)的启动逻辑画面显示
l 层流冷却(包括热输出辊道)水、电、风、气等公用设施状态显示
l 层流冷却轧件温度趋势曲线显示
l 层流冷却(包括热输出辊道)的报警和预报警
l 精轧机组设定值和实测值的显示
l 精轧机组的水、电、风、气等公用设施状态显示
l 精轧机组主电机的状态监测和显示
l 精轧机组的报警和预报警
卷取区操作站的功能
l 层流冷却板(包括热输出辊道)形设定值和实测值的显示
l 层流冷却(包括热输出辊道)的启动逻辑画面显示
l 层流冷却(包括热输出辊道)水、电、风、气等公用设施状态显示
l 层流冷却轧件温度趋势曲线显示
l 层流冷却(包括热输出辊道)的报警和预报警
l 1#卷取机的设定值和实测值的显示
l 1#卷取机的启动逻辑画面显示
l 1#卷取机的水、电、风、气等公用设施状态显示
l 1#卷取机轧件的温度趋势曲线显示
l 1#卷取机的报警和预报警
l 2#卷取机的设定值和实测值的显示
l 2#卷取机的启动逻辑画面显示
l 2#卷取机的水、电、风、气等公用设施状态显示
l 2#卷取机轧件的温度趋势曲线显示
l 2#卷取机的报警和预报警
l 卷取区(包括卷取出口直到成品卷称重为止)的轧件跟踪
l 卷取出口设备的启动逻辑画面显示
l 卷取出口设备的水、电、风、气等公用设施状态显示
l 成品钢卷的钢卷号和称重实际值
调度室操作站的功能
l 加热炉画面显示
l 粗轧区画面显示
l 精轧区画面显示
l 卷取区画面显示
(1) 加热炉区公共控制PLC101(S7-400 PLC,位于主电室)
l 加热炉区公共逻辑顺序控制
l 入炉辊道控制
l 出炉辊道控制
l 板坯定位控制
l 和加热炉控制PLC通讯及逻辑连锁
l 入炉侧操作室CS1:ET200M远程站一个,挂在CPU之DP口上;
l 出炉侧操作室CS2:ET200M远程站一个,挂在CPU之DP口上;
l 入炉侧交流变频辊道A1~A9之变频器挂在一块Profibus-DP 467网卡上;
l 出炉侧交流变频辊道B1~B7之变频器挂在另一块Profibus-DP 467网卡上;
(2) 粗轧区公共逻辑PLC201A(S7-400 PLC,位于主电室)
l 粗轧区公共逻辑顺序控制
l 粗轧区水、电、风、气公用设施的监督控制
l 粗轧区轧件跟踪
l 粗轧区除鳞箱控制
l 粗轧区换辊控制
l 4个就地操作箱,分别用于对E1、R1、E2、R2轧机进行换辊操作(R2操作箱包括对保温罩的操作);并对轧机操作侧换辊信号进行监控;
l 2个就地控制箱,分别用于对E1/R1、E2/R2传动侧换辊信号进行监控;
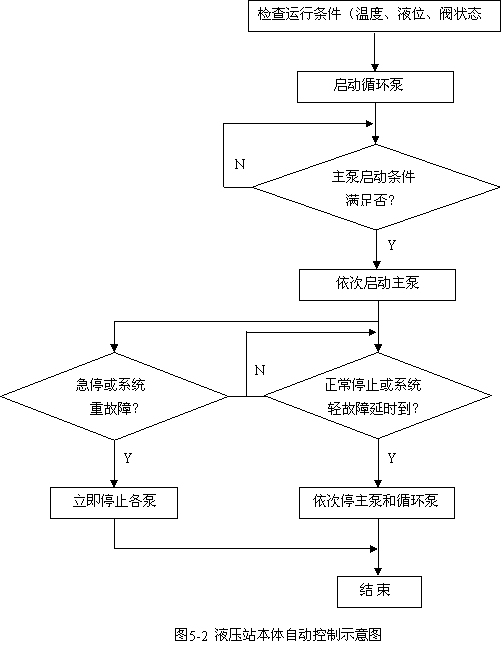
液压站控制PLC201B(S7-400 PLC,位于主电室)
控制粗轧区域内所用液压站、润滑站的运行,具体为:
l 粗轧液压站
泵:4台(3+1工作制),循环泵:2台(1+1工作制)
l AWC液压站
泵:9台(8+1工作制),循环泵:2台(1+1工作制)
l 粗轧1#稀油润滑站
泵:2台(1+1工作制)
l 粗轧2#稀油润滑站
泵:2台(1+1工作制)
l 高压水泵站
泵:5台(3+2工作制)
E1、R1 速度控制PLC202(S7-400PLC,位于主电室)
l El与 Rl速度级联控制
l E1逻辑联锁顺序控制
l Rl前后辊道速度控制及其速度级联控制
l Rl速度控制
l Rl压下位置控制
l Rl轧制道次控制
l Rl逻辑联锁顺序控制
l 侧导板控制
l 操作台CS3-1:远程站ET200M一个,安装于操作台内,用于台面操作、显示,挂在CPU之DP口上;
l 轧机E1、R1及压下电机速度控制,挂在一块Profibus-DP 467网卡上;
E2、R2 速度控制PLC203(S7-400PLC,位于主电室)
l E2与 R2速度级联控制
l E2逻辑联锁顺序控制
l R2前后辊道速度控制及其速度级联控制
l R2速度控制
l R2压下位置控制
l R2轧制道次控制
l R2逻辑联锁顺序控制
l 侧导板控制
l 操作台CS3-2:远程站ET200M一个,安装于操作台内,用于台面操作、显示,挂在CPU之DP口上;
l 轧机E2、R2及压下电机速度控制,挂在一块Profibus-DP 467网卡上;
E1&E2自动宽度控制PLC204(TDC高性能控制器,位于主电室)
l E1、E2位置控制控
l E1、E2短行程控制
l E1、E2自动宽度控制
个
l 用于控制轧机E1、E2 AWC阀台及伺服阀等,挂在一块TDC Profibus-DP网卡上;
R2自动厚度控制PLC205(TDC高性能控制器,位于主电室)
l R2液压APC控制
l R2液压AGC控制
个,传动侧与操作侧各1个
l 用于控制轧机R2 AGC阀台及伺服阀等,挂在一块TDC Profibus-DP网卡上;
飞剪控制系统PLC301(S7-400PLC,位于主电室)
l 飞剪入口侧导板
l 飞剪入口辊道
l 飞剪剪切控制
l 飞剪入口夹送辊
l 飞剪出口夹送辊
l 与优化剪切装置的接口(预留)
l 飞剪区域控制液压站阀架
l 飞剪区域就地操作箱
l 飞剪主操作台
精轧公共逻辑控制PLC302A(S7-400PLC,位于主电室)
l 对精轧区侧导板、换辊、公共逻辑(包括:轧机润滑检测、轧辊冷却水、机架间冷却水、仪表管理)等进行控制系统
l 考虑若干个ET200M远程站(约10多个),安装在现场,对现场信号进行检测可控制。
精轧辅助系统PLC302B(S7-400PLC,位于主电室)
l 对精轧区液压站、润滑站进行控制
l 精轧液压站
泵:4台(3+1工作制),循环泵:2台(1+1工作制)
l 精轧AGC液压站
泵:9台(8+1工作制),循环泵:2台(1+1工作制)
l 精轧1#稀油润滑站
泵:3台(1+1工作制)
l 精轧2#稀油润滑站
泵:2台(1+1工作制)
l 精轧3#稀油润滑站
泵:3台(1+1工作制)
l 精轧4#稀油润滑站
泵:2台(1+1工作制)
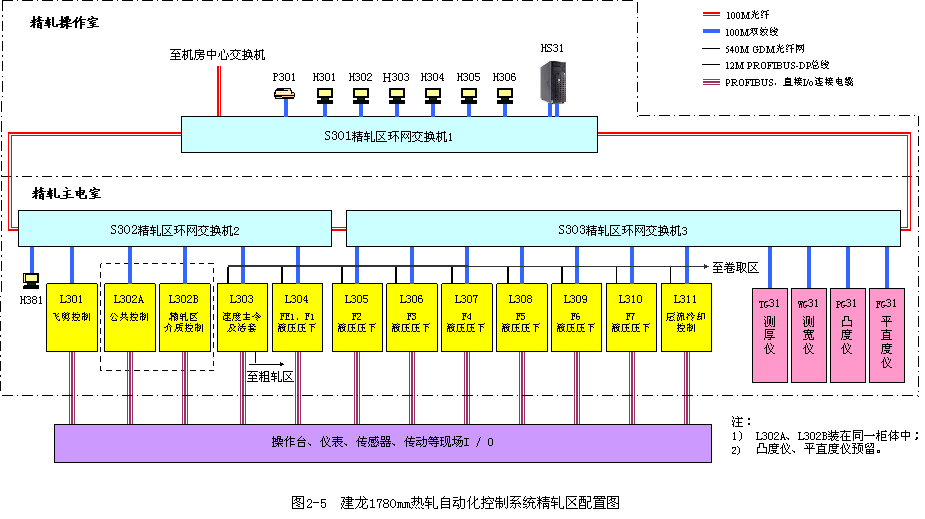
速度主令及活套控制系统PLC303(S7-400PLC,位于主电室)
l F1E、F1-F7速度主令控制
l L1-L6活套控制
l 精轧出口测厚仪光闸控制
l 主轴定位控制
l 主操作室内速度操作台
l 活套信号机旁箱
F1E、F1液压压下PLC304(TDC高性能控制器,位于主电室)
l F1E逻辑联锁顺序控制
l F1机架逻辑
l F1机架轧辊平衡控制
l F1机架手动控制功能
l F1机架液压压下控制
l F1机架弯辊压力控制
l F1机架轧辊横移控制
l F1机架液压AGC控制
l 将视阀台摆放位置及数量而定。
F2液压压下 PLC305~PLC310(TDC高性能控制器,位于主电室)
l F2~F7机架逻辑
l F2~F7机架轧辊平衡控制
l F2~F7机架手动控制功能
l F2~F7机架液压压下控制
l F2~F7机架弯辊压力控制
l F2~F7机架轧辊横移控制
l F2~F7机架液压AGC控制
l 将视阀台摆放位置及数量而定。
层流冷却控制PLC311(TDC高性能控制器,位于主电室)
l 层流冷却喷水阀通/断逻辑控制
l 热输出辊道上轧件跟踪
l 卷取温度在线控制
l 卷取温度反馈控制
l 层流冷却手动控制
l 热输出辊道速度控制
l 6个,用于高位水箱及层流冷却水阀开闭控制,挂在一块TDC Profibus-DP网卡上
1#卷取机控制的功能PLC401(TDC高性能控制器,位于主电室)
l 1#卷取机逻辑,顺序和操作控制
l 1#卷取机辊道,夹送辊,卷筒,助卷辊速度控制
l 1#卷取机侧导板, 夹送辊, 助卷辊的位置控制和压力控制
l 1#卷取机张力控制
l 1#卷取机卷径计算
l 1#卷取机尾部定位控制
l 1#卷取机助卷辊踏步控制
l 1#卷取机卷筒涨缩控制
l 1#、2#卷取机切换控制
l 若干,用于主操作室操作台、机旁操作、机旁信号监控。
2#卷取机控制的功能PLC402(TDC高性能控制器,位于主电室)
l 2#卷取机逻辑,顺序和操作控制
l 2#卷取机辊道,夹送辊,卷筒,助卷辊速度控制
l 2#卷取机侧导板, 夹送辊, 助卷辊的位置控制和压力控制
l 2#卷取机张力控制
l 2#卷取机卷径计算
l 2#卷取机尾部定位控制
l 2#卷取机助卷辊踏步控制
l 2#卷取机卷筒涨缩控制
l 若干,用于主操作室操作台、机旁操作、机旁信号监控。
3#卷取机控制的功能PLC403(TDC高性能控制器,位于主电室,预留)
l 3#卷取机逻辑,顺序和操作控制
l 3#卷取机辊道,夹送辊,卷筒,助卷辊速度控制
l 3#卷取机侧导板, 夹送辊, 助卷辊的位置控制和压力控制
l 3#卷取机张力控制
l 3#卷取机卷径计算
l 3#卷取机尾部定位控制
l 3#卷取机助卷辊踏步控制
l 3#卷取机卷筒涨缩控制
l 若干,用于主操作室操作台、机旁操作、机旁信号监控。
卷取公共逻辑及液压站控制PLC404(S7-400PLC,位于卷取区主电室)
卷取公共逻辑控制功能
l 卷取机选择逻辑
l 卷取区轧件跟踪
l 卷取区水,风,电,气公共设施监督控制
l 设远程站ET200M一个,用于监控现场信号
卷取液压站控制功能
l 卷取区液压站、润滑站控制
l 卷取液压站
5台(5+1工作制)
ET200M)2个,用于对液压站进行就地操作,同时对站内信号进行就地监控;
MCC柜旁设一远程控制柜(ET200M),用于对MCC进行监控;
l 1#运输链液压站
泵:8台(7+1工作制)
ET200M)2个,用于对液压站进行就地操作,同时对站内信号进行就地监控;
MCC柜旁设一远程控制柜(ET200M),用于对MCC进行监控;
l 2#运输链液压站
泵:5台(4+1工作制)
ET200M)2个,用于对液压站进行就地操作,同时对站内信号进行就地监控;
MCC柜旁设一远程控制柜(ET200M),用于对MCC进行监控;
l 卷取区润滑站
泵:2台(1+1工作制)
ET200M)1个,用于对液压站进行就地操作,同时对站内信号进行就地监控;
MCC柜旁设一远程控制柜(ET200M),用于对MCC进行监控;
卷取机出口控制的功能PLC405(S7-400PLC,位于主电室)
l 出口运输链的控制
l 出口区轧件跟踪
l 钢卷称重机的数据采集
l 出口区的手动控制
l 出口区逻辑连锁顺序控制
网卡上;具体如下:
l 操作台CS6或机旁操作箱 ET200M,用于操作台操作、显示;
l 现场操作箱、控制箱2个
l 模拟轧制的目的
² 加快调试进度
² 设备检修后的动作确认
² 设备改造后动作确认
l 模拟轧制的分区
² 粗轧区:C辊道至粗轧机
² 精轧区:粗轧机出口辊道至F7精轧机
² 卷取区:精轧机组后G辊道至卷取机
l 模拟轧制控制程序
粗 轧 区
粗轧出口
精轧入口
精 轧 区
输出辊道及卷取区
粗轧区急停
√
×
×
×
×
粗轧出口急停
×
√
×
×
×
精轧入口急停
延 迟
中间坯摆动
√
×
×
精轧区急停
×
延 迟
√
√
×
输出辊道及
卷取区急停
×
×
中间坯摆动
√
√
表2-3 区域急停时情况处理表
√:表示本区域急停发生;
×:表示本区域不受其它区域急停影响。
在现场传动侧的墙上,可模仿其它一些生产厂的做法,按区域制作正常、故障指示灯(由PLC控制),见示意图2-9,在炉区、粗轧、精轧、卷取四个区域各安装一个,以警示操作人员和现场人员,使其做到一目了然,心中有数。
![]()
![]()
![]()
![]()
![]()
![]()



PLC或TDC之间的数据通讯采用Siemens S71613库函数软包。在过程机中,采用C/C++编写的应用程序可利用该软件包提供的通讯接口函数(API)从SIEMENS PLC或TDC 读取到所要的数据或发送设定数据到L1级。考虑到过程控制计算机的实时性,将选择高性能的SIEMENS(CP1613或TF1613)以太网网卡,以提高网络通信的速度和可靠性。
中建立实测数据块,用来存放L1级实测数据;同时建立设定基准值数据块,用来存放从过程机来的设定值。
:
l 将各区PLC中要采集和设定的数据集中在特定一个PLC的两个数据块中,过程机运行一个数据通讯程序将L1级的实测数据从特定PLC的实测数据块中读取到过程机,同时将过程机的设定值写入到特定PLC的设定基准值数据块中。该方案的优点是主干网络通讯速度明显加快,缺点是其它PLC需要向特定PLC发送实测数据并读取相应的设定数据,因而增大L1网络的通讯负荷。
l 过程机直接操纵各个 PLC的数据块,它陆续运行若干个通讯程序将相应PLC的实测数据读取到过程机,同时将设定数据发送给PLC。该方案的缺点是主干网络通信速度减慢,优点是L1网络通讯负荷减少。
通信方式,我们在内存区建立共享表和信息表,ORACLE 数据库监听信息表标志位,信息号决定通信的内容和方式,通信完毕后同时更改共享表中的内容,以完成通信过程。同时我们应建立通信错误、重发、定时处理机制,完善过程控制计算与数据中心计算机通讯功能。过程控制计算机与数据中心计算机通信报文格式待详细设计审查时确定。
HMI操作工设定数据,传送过程机的规程设定值到基础自动化级,对接收到来自基础自动化的开关量进行边沿判定和状态识别,对模拟量进行可信度检验,并作为整个系统的父进程,激活相应的处理进程。
这说明在国际上热轧板形控制也没有完全成熟。
l 轧制计划的输入和管理
l 轧件跟踪
l 粗轧轧制规程计算
l 精轧轧制规程计算
l 加热炉加热制度计算
l 层流冷却设定计算
l 板形控制设定计算
l 模型参数自学习
l 轧制节奏控制
l 数据通讯
l 实测数据的采集和管理
l 人机界面的接口
l 报表打印
l 轧辊数据管理
l 采用数据库方式存取数据,数据存取比文件系统方便;
l 采用数据库方式存取数据,由于可以采用索引方式建立数据间的关联,数据存取时间缩小,从而减少系统运行时间;
l 采用数据库方式存取数据,有利于设计对象驱动的程序设计方法;
l 由于数据库对数据本身具有很好保护措施,减少数据存取过程出错机会,提高了程序运行的可靠性;
l 采用数据库结构,表空间及数据库授权均由系统管理员管理,能够提高硬盘空间的利用率;
l 利用ORACLE数据系统软件可以方便设计显示表格及打印报表,提高了系统的利用率;
l ORACLE数据库具有实时系统的功能,能够使用于实时系统,而且已有很多实际应用。
表3.1 系统参数数据库构成
SYSCOF 系统参数数据库 | |
数 据 表 名 | 注 解 |
FST | 精轧机状态表 |
SCT | 系统常数表 |
RST | 粗轧机状态表 |
SMD | 系统实测数据表 |
RPT | 轧制程序管理表 |
TDT | 跟踪数据表 |
RSD | 报表数据表 |
IOT | 输入输出数据表 |
MDT | 模型数据表 |
MPT | 测量值表 |
FST_F | 加热炉状态表 |
为轧件数据库结构。表3.3 为模型数据库结构。
表3.2 轧件数据库结构
SRTCOM 轧制数据库 | |
数 据 表 名 | 注 解 |
PDI | 原始数据输入表 |
MCD | 测量和控制数据表 |
FRD | 精轧设定结果数据表 |
ARD | 精轧自学习结果数据表 |
RRD | 粗轧设定结果数据表 |
CRD | 层流冷却结果数据表 |
CAD | 层流冷却自学习数据表 |
RARD | 粗轧自学习结果数据表 |
FRD | 加热炉设定结果数据表 |
表3.3 模型常数数据库
MSCOM 模型常数数据库 | |
数 据 表 名 | 注 解 |
FWT | 精轧初始工作存贮表 |
RWT | 粗轧初始工作存贮表 |
SQT | 钢质表 |
MCT | 材料特性表 |
FRM | 模型表 |
SFT | 钢族表 |
CST | 层流冷却表 |
FCT | 精轧设定常数表 |
CCT | 公用常数表 |
ACT | 精轧自学习常数表 |
TCT | 测试常数表 |
CMC | 卷取温度模型常数表 |
CSC | 卷取温度自学习常数表 |
RCT | 粗轧设定常数表 |
RCT | 粗轧自学习常数表 |

图3.1 进程、线程调度策略
、WriteProcessMemory()形式完成进程之间的数据交换。进程中各线程之间的数据交换采用:
l 全局变量进行通信
l 用户自定义消息通信
l 时间标志进行通信
l 等待函数
进程间的阻塞。
l 临界区
保证变量的唯一性。
l MFC琐
保证同时只有一个对象修改变量。
l 互斥变量
变量的排它性。
l 信号量
保证信号量有效且唯一。
l 事件通信
保证事件唯一。
(1) 轧件跟踪由基础自动化级(L1)与过程控制计算机共同完成。
PLC已具有很高的计算功能,由L1级实现轧件轧制过程的微跟踪,即跟踪轧件在轧制过程的各跟踪区的详细位置,过程控制计算机实现轧制过程轧件的宏跟踪,即分区跟踪,其优点是:
l 由于PLC具有快速准确的信号处理功能,跟踪过程相对独立。由过程控制计算机完成跟踪功能相对准确。
l 微跟踪过程速度加快。
l 过程控制计算机跟踪速度加快。
l PLC处理信号量增加。
l L1与L2通信数据增加
l L1数据存贮困难。
(2) 单独由过程控制计算机完成轧件跟踪。
l 轧件数据处理方便。
l L2网络通信负荷相对减轻。
l 轧制控制逻辑处理方便。
l 过程控制计算机轧件跟踪PU、DO信号精度相对较低。
l 信号滤波相对L1处理难度加大。
跟踪段表
序号 | 内 容 | 数据类型 |
1 | 本段允许的最多轧件数 | 整数 |
2 | 本段允许的轧件最长停留时间 | 时间 |
3 | 本段允许的轧件最短停留时间 | 时间 |
4 | 最近进入本段的轧件钢卷号 | 字符串 |
5 | 最先进入本段的轧件钢卷号 | 字符串 |
5 | 最近离开本段的轧件钢卷号 | 字符串 |
6 | 本段现存轧件数 | 整数 |
7 | 备用 |
|
8 | 备用 |
|
9 | 备用 |
|
跟踪站表
序号 | 内 容 | 数据类型 |
1 | 站活动标志 | 整数 |
2 | 最近进入本站的轧件钢卷号 | 字符串 |
3 | 与上一次本站咬入的时间间隔 | 时间 |
4 | 与上一次本站抛出的时间间隔 | 时间 |
5 | 相邻两次咬入的最小时间间隔 | 时间 |
6 | 相邻抛出和咬入的最小时间间隔 | 时间 |
7 | 相邻咬入和抛出的最小时间间隔 | 时间 |
8 | 相邻咬入和抛出的最大时间间隔 | 时间 |
9 | 本站咬入和下站咬入的最小时间间隔 | 时间 |
10 | 备用 |
|
当跟踪段的入口站传感器产生P.U信号时检查上游跟踪段是否有轧件,如果上游跟踪段的轧件计数为0,则此P.U信号是干扰信号。同时检查跟踪段进入的轧件数是否超出最大值,如果大于最大值,则此P.U信号是干扰信号。
当跟踪段入口站传感器产生P.U信号时,检验轧件在上一入口站产生P.U信号到本入口站产生P.U信号之间的时间间隔,即轧件通过上一跟踪段的时间。如果此间隔时间小于最小允许值,则此P.U信号是干扰信号。
当跟踪段入口站传感器产生D.O信号时,检验入口站是否已被激励,如果入口站未被激励,则此D.O信号是干扰信号。
(4) 当跟踪段入口站传感器产生D.O信号时,检验本站上次P.U信号到本次D.O信号的时间间隔,即轧件通过本站时间。同时检验轧件在上一跟踪段入口段产生P.U信号到本站产生D.O信号的时间间隔,即轧件通过上一跟踪段的时间。如果此间隔时间小于最小时间,则此D.O信号是干扰信号。此项检验可以将因轧件尾部振动同轧件头部振动的情况是类似的。
轧件前进修正
轧件后退修正
轧件吊销修正
(5) 轧件交换修正
首次执行时轧件跟踪区域内存及轧件数据库SRTCOM各表初始化
(2) 钢卷离开轧线时将本块带钢跟踪区域数据从系统内存转存到相应轧件数据库SRTCOM 表内。
(3) 轧件吊销时将本块轧件跟踪数据从系统内存转存到相应轧制数据库SRTCOM 表内并将本 块轧件内存跟踪数据区初始化。
跟踪程序触发有关轧线控制逻辑。
跟踪程序响应系统操作人员要求。
跟踪程序触发轧件数据库SRTCOM维护功能。
来自基础自动化系统的实测数据,过程控制计算机通过数据通讯进程GESIOS周期性从基础自动化系统读入输出。
来自基础自动化系统的轧件跟踪信号,如轧件位置信号,包括轧件位置变化信号,轧件跟踪过程信号变化也传送到精轧卷取过程控制计算机,由过程控制计算机完成数据处理及相应轧线控制功能。
表3.4轧件跟踪区段的划分
区名 | 段 名 | 头部咬钢传感器 | 尾部甩钢传感器 |
加热炉区 | #1入口段 | 入口辊道CMD110、CMD109 ON | 入炉辊道 CMD110、CMD109 OFF |
#2入口段 | 入口辊道CMD 106,107 ON | 入炉辊道 DMD106,CMD107 OFF | |
#3入口段 | 入口辊道CMD103 ,CMD104 ON | 入炉辊道 CMD 103、104 OFF | |
#1炉内段 | 入炉激光检测器LS101 ON | 出炉激光检测器 LS102 OFF | |
#2炉内段 | 入炉激光检测器LS103 ON | 出炉激光检测器 LS104 OFF | |
#3炉内段 | 入炉激光检测器LS105 ON | 出炉激光检测器LS106 OFF | |
出炉段 | 出炉辊道HMD102、103、101 ON+出炉辊道停止 | B7出炉辊道 HMD201 OFF | |
粗轧区 | 加热炉炉后段段 | 出炉辊道 HMD201 ON HMD203 ON+反转 | E1R1前出口HMD 203 OFF |
E1R1段 | E1R1前出口HMD 203 ON R1出口压头ON+反转 | R1出口压头OFF
| |
E1R1轧后段 | E1R1轧后HMD206 ON | E1R1轧后HMD207 OFF+正转 E1R1轧后HMD206 OFF+反转
| |
E2R2轧前段 | E2R2轧前HMD208 ON+正转 E2R2轧前HMD209 ON+反转
| E2R2轧前HMD209 OFF+正转
| |
E2R2段 | E2R2前 HMD209 ON+正转 R2 压头ON+反转
| R2 压头DO | |
E2R2轧后段 | E2R2 轧后HMD211 ON+正转 | HMD212 OFF+正转 HMD211 OFF+反转 | |
精轧区 | 保温罩段 | 保温罩入口HMD211 ON | 保温罩出口HMD301 OFF |
飞剪段 | 飞剪前辊道HMD302 ON | 飞剪后辊道PY302 OFF | |
精轧机段 | PY302 ON | F7抛钢 | |
热输出辊道段 | 精轧机后输出辊道HMD 304 ON | 卷取机前高温计 PY402 OFF | |
卷取区 | 卷取机1段 | 卷取机1前高温计HMD401 ON+卷取机1选择 | 钢卷运送小车亚头LCCAR1压头 OFF |
卷取机2段 | 卷取机2前高温计HMD402 ON+卷取机2选择 | 钢卷运送小车亚头LCCAR2压头 OFF | |
卷取机3段 | 卷取机3前高温计HMD403 ON+卷取机3选择 | 钢卷运送小车亚头LCCAR3压头 OFF | |
|
|
|
|
主传感器:作为一个跟踪段标识的物理传感器,如HMD,CMD,压头,高温计,各类限位开关等。
备用传感器:作为站传感器的备用物理传感器,如HMD,CMD,压头,高温计,各类限位开关等。
l 轧件吊销操作;
l 轧件实际位置修正(如前进,后退,顺序变换等);
l 轧件数据的同步修正。
表3.5加炉区传感器选择
区名 | 段 名 | 主传感器 | 备用传感器 |
加热炉区 | #1入口段 | 入口辊道CMD109、CMD110 ON |
|
#2入口段 | 入口辊道CMD 106,107 ON |
| |
#3入口段 | 入口辊道CMD103 ,CMD104 ON |
| |
#1炉内段 | 入炉激光检测器LS101 ON | 入钢机#1基为上升沿 | |
#2炉内段 | 入炉激光检测器LS103 ON | 入钢机#2基为上升沿 | |
#3炉内段 | 入炉激光检测器LS105 ON | 入钢机#3基为上升沿 | |
出炉段 | 出炉辊道HMD101、102、103 ON |
|
表3.6粗轧区传感器选择
跟踪段 | 主传感器 | 备用传感器 |
加热炉 炉后段 | 出炉辊道 HMD201 | HMD202 |
E1R1段 | E1R1前出口HMD 203 R1出口压头ON+反转 | HMD204
|
E1R1轧后段 | E1R1轧后HMD206 | E1R1轧后HMD207 |
E2R2轧前段 | E2R2轧前HMD208 | E2R2轧前HMD209 |
E2R2段 | E2R2前 HMD209 R2 亚头ON+反转 | E2R2前 HMD210 |
E2R2轧后段 | E2R2 轧后HMD211 | HMD212 |
表3.7 精轧区传感器选择
精轧区 |
| 主传感器 | 备用传感器 |
保温罩段 | 飞剪前辊道HMD212 | 飞剪前辊道HMD301 | |
飞剪段 | HMD302 | HMD303 | |
精轧机段 | PY302 | F1E压头 | |
| 热输出辊道段 | F7压头 | HMD304 |
表3.8 卷取跟踪区传感器选择表
卷取区 | 卷取机1段 | 卷取机1前PY401高温计 +卷取机1选择 | 卷取机1入口HMD401
|
卷取机2段 | 卷取机2前高温计PY401 +卷取机2选择 | 卷取机2入口HMD402 | |
卷取机3段 | 卷取机3前高温计 PY401+卷取机3选择 | 卷取机3入口HMD403 |
测 量 值
条 件
备 用
上 限
下 限
板坯重量
+500KG
-500KG
板坯长度(长坯)
+200MM
-200MM
板坯长度(短坯)
+100MM
-100MM
板坯宽度
+100MM
-100MM
表3.10加热炉入口跟踪事件
跟踪段 | 轧件头部进入 | 轧件尾部离开 | 最大轧件数 |
#1加热炉入口段 | CMD109/CMD110 ON+入口辊道停止 | CMD109/CMD110 OFF+入口辊道停止
| 2 |
#2加热炉入口段 | CMD106/CMD107 ON+入口辊道停止 | CMD 106/CMD107 OFF+入口辊道停止
| 2 |
#3加热炉入口段 | CMD103/CMD104 ON+入口辊道停止 | CMD 103/CMD104 OFF+入口辊道停止
| 2 |
char Mill_CoilID[12]; //轧机侧钢卷号
char Mill_Slab_NUM[12]; //轧机侧板坯号
TIME Mill_Entry_FC_TIME; //轧机侧入炉时间
TIME Mill_Exit_FC_TIME; //轧机侧出炉时间
Float Mill_Location; //轧机侧板坯位置
反轧机侧钢卷号
char nMill_Slab_NUM[12]; //反轧机侧板坯号
TIME nMill_Entry_FC_TIME; //反轧机侧入炉时间
TIME nMill_Exit_FC_TIME; //反轧机侧出炉时间
Float nMill_Location; //反轧机侧板坯位置
表3.11加热炉炉内跟踪事件
加热炉内跟踪段 | 轧件头部进入 | 轧件尾部离开 | 最大轧件数 |
加热炉内入口 | 入炉激光检测器ON |
|
|
步进梁正向 | 基位PU+步进梁正向 | 轧件前一步进梁运行位置
|
|
步进梁反向 | 基位PU+步进梁反向 | 轧件后一步进梁运行位置
|
|
加热炉内出口 |
| 入炉激光检测器OFF |
|

 图3.2加热炉位置更新示意图
图3.2加热炉位置更新示意图
;
-1 - Yn (n>=1)。
![]() (n=1,2,…,M)
(n=1,2,…,M)
进行跟踪,由于出炉每次只能出炉一块带钢,采用出钢机与辊道信号共同作用得出出钢信号。首先我们通过出炉标识数据块内轧机侧和反轧机侧判断出要出炉钢坯是长坯或短坯,若钢卷号相同则为长坯,若钢卷号不同则为短坯,出钢机动作一次,表明一块钢进入加热炉出口端。
表3.12加热炉炉内跟踪事件
加热炉出口跟踪段 | 轧件头部进入 | 轧件尾部离开 | 最大轧件数 |
#1加热炉轧机侧出钢 | 出钢机1基位PU | DO HMD201 | 1 |
#1加热炉反轧机侧出钢 | 出钢机2基位PU |
| 1 |
#2加热炉轧机侧出钢 | 出钢机3基位PU |
| 1 |
#3加热炉轧机侧出钢 | 出钢机5基位PU |
| 1 |
#3加热炉反轧机侧出钢 | 出钢机6基位PU |
| 1 |
跟踪段 | 轧件头部进入 | 轧件尾部离开 | 最大轧件数 |
加热炉后段+正向 | P.U. HMD201+正向 | HMD204 D.O.+正向 | 1 |
加热炉后段+反向 | P.U. HMD203+反向 | HMD204 D.O.+正向 | 1 |
E1R1段正向 | P.U. HMD203+正向. | D.O.LCR1 | 1 |
E1R1段反向 | P..U. LCR1+反向. | D.O. LCR1 | 1 |
E1R1轧后段+正向 | P.U.HMD206+正向 | D.O.HMD207+正向 | 1 |
E2R2轧前段+正向 | P.U.HMD208+正向 | D.O.HMD209正向 | 1 |
E2R2轧前段+反向 | P.U.HMD209+反向 | D.O.HMD209正向 | 1 |
E2R2段 正向 | P.U. HMD209 正向 | D.O.LCR2+ 正向 | 1 |
E2R2段 反向 | P.U. LCR2+ 反向 | D.O.LCR2+ 反向 | 1 |
E2R2轧后段正向 | P.U. HMD211+ 正向 | D.O.HMD212 | 1 |
E2R2轧后段反向 |
| D.O.HMD211 | 1 |
跟踪段 | 轧件头部进入 | 轧件尾部离开 | 最大轧件数 |
保温罩段 | P.U. HMD212 | HMD301 D.O. | 1 |
飞剪段 | P.U. HMD302 | PY302 D.O. | 1 |
精轧段 | P.U. PY302 . | D.O.LCF7 | 1 |
热输出辊道段 | P..U. HMD304 | D.O. PY401 | 1 |
跟踪段 | 轧件头部进入 | 轧件尾部离开 | 最大轧件数 |
#1卷取机段 | P.U.PY401+卷取机1选择 | LCCAR1 D.O. | 1 |
#2卷取机段 | P.U. PY401+卷取机2选择 | LCCAR2 D.O. | 1 |
#3卷取机段 | P.U. PY401+卷取机2选择 | LCCAR3 D.O. | 1 |
卷取区卷取出口部分包括卷取机出口运输步进梁到快速运输链部分,包括提升机、步进梁、打捆装置、称重装置、喷印装置、钢卷检查线等,由于卷后轧线跟踪基本与时序无关,我们不再考虑利用段表、站表进行跟踪。
1. 钢卷离开卷取机
跟踪设备 | 轧件头部进入 | 轧件尾部离开 | 最大轧件数 |
#1步进梁 | 钢卷运送小车#1有钢保持+ P.U.SW1 | HMD401=1,. P.U.SW1 | 3 |
#2卷取机段 | 钢卷运送小车#2有钢保持+ P.U.SW2 | HMD4031=1,. P.U.SW2 | 3 |
#3卷取机段 | 钢卷运送小车#3有钢保持+ P.U.SW3 | HMD405=1,. P.U.SW3 | 3 |
2. 步进梁各工位钢卷跟踪
3.快速运输链钢卷跟踪
、HMD404、HMD406,表明钢卷进入快速运输链;若钢卷检查标志为1,则在HMD407=1时,停止快速运输链,#4步进梁将钢卷翻到检查线上,此时有一钢卷离开快速链,若钢卷不进行检查时,允许#5步进梁将钢卷运送到#5步进梁上,此时DO HMD407,钢卷离开快速运输链;若钢卷需从检查线回到快速运输链上,当HMD408=1时,停止快速运输链,#4步进梁将钢卷运送到快速运输链上,此时将本块钢卷号加入到快速运输链跟踪链表末端。
3. 提升钢卷跟踪
HMD411=1时,提升机上升,若提升机钢卷运行到升位行程开关后,表明#6步进梁前工位有钢卷。
4. #6步进梁钢卷跟踪
5. 其他设备钢卷跟踪类似。
采用ORACLE数据库表记录跟踪数据,避免许多内存链表结构,节省系统内存。
数据统一由ORACLE数据表进行处理,方法简便实用。
(3) 过程控制计算级将不再考虑基础自动化级来自跟踪区域的P.U.、D.O信号的处理问题,而是直接使用来自基础自动化系统P.U.、D.O信号,避免多次调用系统服务程序,浪费系统CPU执行时间。
(4) 过程控制计算级将不再考虑来自基础自动化级的数据有效性检查,要求经基础自动化级处理的信号均为有效信号。过程控制计算机对其工艺合理性进行检查。
该系统扩充性能良好,过程控制计算机就能够存贮更多带钢卷数据。
l 轧线控制逻辑
l 轧线设定模型
l 轧线在线模型
l 轧线自学习模型
l E1R1、E2R2 粗轧设定模型
l F1E、精轧设定模型
l 卷取机设定模型
l 层流冷却设定模型
l 机架间喷水设定模型
l E1R1、E2R2粗轧在线模型(轧制力、轧制力矩、轧制功率、变形抗力)
l 精轧自适应穿带(轧制力、轧制力矩、轧制功率、轧制速度、变形抗力)
l 卷取温度在线控制
l 精轧出口温度控制
l 粗轧自学习模型
l 精轧自学习模型
l 卷取温度自学习模型
l 层流冷却自学习模型
l 轧线设定模型控制逻辑
l 轧线在线模型控制逻辑
l 轧线自学习模型控制逻辑
l 准备模型计算所需要的实测值
l 激活设定模型
l 激活在线模型
l 激活自学习模型
l 检查计算值的有效性
l 检查操作工设定
l 传送到基础自动化级执行
l 系统诊断及报警
、P.U. LS103、P.U. LS105激活:
l 加热炉在炉时间设定模型
、P.U. LS104、P.U. LS106激活:
l E1R1、E2R2粗轧0次设定模型(轧制节奏计算)
l F1E、精轧卷取0次设定模型(轧制节奏计算)
l 层流冷却0次设定模型(轧制节奏计算)
激活:
l E1R1、E2R2粗轧1次设定模型
l 加热炉自学习模型
l E1R1 (AWC)粗轧2次设定模型
粗轧2次设定模型
l E1R1 (AWC)粗轧在线设定模型
l E2R2 (AWC)粗轧在线设定模型
l E1R1 (AWC)粗轧自学习模型
l E2R2 (AWC)粗轧自学习模型
FE、精轧2次设定模型;
卷取机设定模型;
1次设定模型;
l 层流冷却自学习模型
l 卷取温度自学习模型
² 铸坯厚度
² 铸坯宽度
² 加热炉出口预报温度
² 钢种
² 粗轧预报轧制道次
² 各道次预报出口厚度、宽度
² 各道次预报轧制力、力矩、功率、速度
² 粗轧预报侧导板位置
² 预报E1R1、E2R2轧制时间、间歇时间
但输入比粗轧1次设定增加PY201粗轧入口温度。
² 精轧出口厚度、温度、速度、宽度
² 钢种、钢族
² 卷取机夹送辊辊缝、压力
² 卷取速度
² 各助卷辊位置、压力
² 卷取张力
² 加热炉出口预报温度
² 加热炉入口铸坯厚度
² 粗轧目标厚度
² 粗轧末道次出口计算温度
² 粗轧末道次出口计算速度
² 粗轧末道次中间坯计算厚度
² 精轧目标温度
² 精轧立辊开口度F1E
² 厚度计算分布
² 各机压下率
² 各机架轧制力、力矩、功率
² 各机架轧制速度
² 精轧温度分布
² 精轧加减速
² 活套高度与张力
² 机架间喷淋设置
² 精轧侧导板设定
² 精轧预报轧制时间、间歇时间
² 粗轧中间坯温度、厚度、速度
² 精轧目标信息
² 精轧立辊开口度E1
² 厚度计算分布
² 各机压下率
² 各机架轧制力、力矩、功率
² 各机架轧制速度
² 精轧温度分布
² 精轧加减速
² 活套高度与张力
² 机架间喷淋设置
² 精轧侧导板设定
² 精轧各架弯辊力
² 轧制时间、间歇时间
² 粗轧末道次压下位置(热卷箱直通取头部数据,卷取方式取尾部数据)
² 粗轧末道次轧制力(热卷箱直通取头部数据,卷取方式取尾部数据)
² 粗轧出口带钢厚度(热卷箱直通取头部数据,卷取方式取尾部数据)
² 粗轧出口带钢宽度(热卷箱直通取头部数据,卷取方式取尾部数据)
² 粗轧出口带钢温度(热卷箱直通取头部数据,卷取方式取尾部数据)
² 精轧目标温度
² 精轧目标厚度
² 精轧目标信息
² 轧立辊开口度E2
² 厚度分布
² 各机架压下率
² 各机架轧制力、力矩、功率
² 各机架轧制速度
² 精轧温度分布
² 精轧加减速
² 活套高度与张力
² 机架间喷淋设置
² 精轧侧导板设定
² 精轧轧制时间、间歇时间
l 立辊开口度F1E
l 厚度分布
l 各机架压下率
l 各机架轧制力、力矩、功率
l 各机架轧制速度
l 精轧温度分布
l 精轧加减速
l 活套高度与张力
l 机架间喷淋设置
l 精轧侧导板设定
l 卷取机夹送辊位置
l 卷取机助卷辊位置
l 卷取机夹送辊压力
l 卷取机助卷辊压力
l 卷取机张力
l 卷取机弯曲力矩
l 卷取机侧导板位置
² 精轧出口速度、厚度、温度、上下集管流量、侧喷集管流量
² 喷淋阀状态
² 冷却方式
² 阀开/关命令。
加热区:板坯最短在炉时间;
粗轧机1:轧制时间,反转时间、辊道运输时间和间隙时间;
粗轧机2:轧制时间,反转时间、辊道运输时间和间隙时间;
精轧区:轧制时间和间隙时间;
卷取区:卷取时间、卸卷时间、打捆时间、间隙时间;
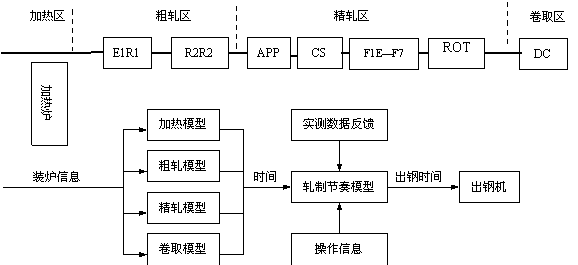
图3.3 轧制节奏控制图
T = max(Th,TR,TF,TC) + T0 + Tb (5.3.1)
Th = Th1 + Th2 (5.3.2)
TR = TR1 + TR2 (5.3.3)
TF = TF1 + TF2 (5.3.4)
TC = TC1 + TC2 (5.3.5)
l 生产报表
l 故障报表
l 板坯顺序号
l 带钢质量
l 精轧目标厚度
l 精轧出口目标温度
l 带钢宽度
l 目标卷取温度
l 日期时间
…
l 日期时间
l 处理带卷总数
l 处理带卷总重量
l 轧件带卷号
l 轧制带卷总质量
l 移走带卷总数
l 轧线操作模式
l 日期时间
l 延时时间
l 延时原因
l 日期时间
l 轧线入口时间
l 带钢宽度测量值
l 带钢厚度测量值
l 目标带钢厚度
l 测量带卷长度
l 精轧出口测量温度
l 卷取机入口测量温度
l 带钢钢级
l 轧机操作模式
l 带卷分类
l 带卷号
l 换辊日期
l 轧辊辊径
l 轧辊凸度
l 轧辊材质
l 轧辊辊长
l 换辊时间
l 轧辊运行时间
l 轧辊轧制总长度
l 轧辊轧制总程度
报警信息包括系统报警和生产报警两种。系统报警用于程序调试、模型调试和故障信息的显示或打印,供系统工程师应用。生产报警显示在相关HMI画面上,主要供操作工和模型人员应用。
l 批数据包括
² 批号
² 批内板批数量
² 钢种
² 卷厚
² 卷宽
² 材质代码
² 厚度上偏差
² 厚度下偏差
² 宽度上偏差
² 宽度下偏差
² 特殊温度要求标志
² 特殊温度指定
² 粗轧目标尺寸
² 粗轧目标温度
² 精轧换辊信息
² 卷取温度
² 冷却策略
² 目标精轧终轧温度
² 精轧终轧温度偏差
² 目标卷取温度
² 卷取温度偏差
² 冷却方式
² 剪切方式
² 轧制计划号
² 精轧入口温度
l 板坯数据包括
² 卷号
² 板批钢质
² 板批号
² 板批厚度
² 板批宽度
² 板批长度
² 板批重量
² 碳含量
² 硅含量
² 锰含量
² 镍含量
² 铬含量
² ……
² ……
² 硫含量
² 磷含量
² ……
表3.17 轧制计划表
Name | Code | Data type | Length | Primary | Foreign Key |
|---|---|---|---|---|---|
轧制计划号 | Roll_prg_no | Varchar2(5) | 5 | FALSE | TRUE |
轧制顺序号 | Roll_prg_seq_no | Number |
| FALSE | FALSE |
钢卷号 | Coil_no | Varchar2(11) | 11 | FALSE | FALSE |
板坯号 | Slab_no | Varchar2(11) | 11 | TRUE | FALSE |
预定板坯号 | Slab_no_plan | Varchar2(11) | 11 | FALSE | FALSE |
出钢记号 | Steel_mark | Varchar(8) | 8 | FALSE | FALSE |
SLAB 切断时间 | Date_slab_cut | Varchar2(6) | 6 | FALSE | FALSE |
SLAB 切断时间 | Time_slab_cut | Varchar2(6) | 6 | FALSE | FALSE |
SLAB位置 | Slab_Location | Varchar2(1) | 1 | FALSE | FALSE |
宽度变更标志 | Slab_Width_ch_flag | Varchar2(1) | 1 | FALSE | FALSE |
板坯宽 | Slab_Width | Number |
| FALSE | FALSE |
板坯头部宽 | Width_slab_top | Number |
| FALSE | FALSE |
板坯尾部宽 | Width_slab_bot | Number |
| FALSE | FALSE |
宽度变更开始位置 | Width_ch_start_pos | Varchar2(1) | 1 | FALSE | FALSE |
宽度变更的长度 | Length_slab_wid_ch | Number |
| FALSE | FALSE |
SLAB长度 | Slab_Length | Number |
| FALSE | FALSE |
SLAB厚度 | Slab_Thick | Number |
| FALSE | FALSE |
SLAB重量 | Slab_Weight | Number |
| FALSE | FALSE |
试验材号 | Test_no | Number |
| FALSE | FALSE |
切断时的温度 | Temp_cut | Number |
| FALSE | FALSE |
HCR标志 | HCR_flag | Varchar2(1) | 1 | FALSE | FALSE |
HCR可否判定 | HCR_judge | Varchar2(1) | 1 | FALSE | FALSE |
最终用途 | Final_use | Varchar2(3) | 3 | FALSE | FALSE |
带钢目标宽度 | Width_target_HS | Number |
| FALSE | FALSE |
宽度偏差(+) | HS_width_devia_po | Number |
| FALSE | FALSE |
宽度偏差(-) | HS_width_devia_ne | Number |
| FALSE | FALSE |
带钢目标厚度 | Thick_target_HS | Number |
| FALSE | FALSE |
厚度偏差 (+) | HS_thick_devia_po | Number |
| FALSE | FALSE |
厚度偏差 (-) | HS_thick_devia_ne | Number |
| FALSE | FALSE |
RM出口目标温度 | target_temp_RM_exit | Number |
| FALSE | FALSE |
RT偏差 (+) | RT2_devia_po | Number |
| FALSE | FALSE |
RT偏差 (-) | RT2_devia_ne | Number |
| FALSE | FALSE |
精轧目标温度 | FM_target_temp | Number |
| FALSE | FALSE |
FT7偏差 (+) | FT7_devia_po | Number |
| FALSE | FALSE |
FT7偏差 (-) | FT7_devia_ne | Number |
| FALSE | FALSE |
卷取目标温度 | DC_target_temp | Number |
| FALSE | FALSE |
CT偏差 (+) | CT_devia_po | Number |
| FALSE | FALSE |
CT偏差 (-) | CT_devia_ne | Number |
| FALSE | FALSE |
CTC控制方式 | CTC_ctr_mode | Varchar2(1) | 1 | FALSE | FALSE |
冷却方式 | Cool_mode_HS | Varchar2(1) | 1 | FALSE | FALSE |
板坯抽出目标温度 | Target_Temp_disch | Number |
| FALSE | FALSE |
目标凸度 | Target_crown_HS | Number |
| FALSE | FALSE |
凸度偏差 (+) | HS_crown_devia_po | Number |
| FALSE | FALSE |
凸度偏差 (-) | HS_crown_devia_ne | Number |
| FALSE | FALSE |
目标平直度 | Target_flat _HS | Number |
| FALSE | FALSE |
平直度偏差 (+) | HS_flat_devia_po | Number |
| FALSE | FALSE |
平直度偏差 (-) | HS_flat_devia_ne | Number |
| FALSE | FALSE |
钢卷去向 | Coil_direct | Varchar2(1) | 1 | FALSE | FALSE |
PR操作方式 | PR_operate_mode | Varchar2(1) | 1 | FALSE | FALSE |
Customer Order qua. | Custom_ord_qual | Varchar2(12) | 12 | FALSE | FALSE |
Steel Grade | Steel_grade | Varchar2(12) | 12 | FALSE | FALSE |
带钢等公差轧制要求 | Req_roll_same_devia | Varchar2(1) | 1 | FALSE | FALSE |
计划装炉方式 | Charge_mode_pl | Varchar2(1) | 1 | FALSE | FALSE |
装炉预定时刻(热装) | Time_char_plan | Varchar2(6) | 6 | FALSE | FALSE |
冷却速度控制 A1 | Cool_speed_ctrl_a1 | Number |
| FALSE | FALSE |
冷却速度控制 A2 | Cool_speed_ctrl_a1 | Number |
| FALSE | FALSE |
冷却速度控制 T2 | Cool_speed_ctrl_T2 | Number |
| FALSE | FALSE |
冷却速度控制 T3 | Cool_speed_ctrl_T3 | Number |
| FALSE | FALSE |
合金补正代码 | Alloy_corr_code | Varchar2(2) | 2 | FALSE | FALSE |
温度补正曲线 | Temp_corr_curve | Varchar2(2) | 3 | FALSE | FALSE |
断裂强度 | Tension_strehgth | Number |
| FALSE | FALSE |
屈服点 | Yield_point | Number |
| FALSE | FALSE |
检查线检查的标志 | Inspect_flag | Varchar2(1) | 1 | FALSE | FALSE |
化学成分信息 |
|
|
|
|
|
C | Anal_data_C | Number |
| FALSE | FALSE |
Si | Anal_data_SI | Number |
| FALSE | FALSE |
Mn | Anal_data_MN | Number |
| FALSE | FALSE |
P | Anal_data_P | Number |
| FALSE | FALSE |
S | Anal_data_S | Number |
| FALSE | FALSE |
Cu | Anal_data_CU | Number |
| FALSE | FALSE |
Ni | Anal_data_NI | Number |
| FALSE | FALSE |
Cr | Anal_data_CR | Number |
| FALSE | FALSE |
As | Anal_data_AS | Number |
| FALSE | FALSE |
Sn | Anal_data_SN | Number |
| FALSE | FALSE |
Nb | Anal_data_NB | Number |
| FALSE | FALSE |
V | Anal_data_V | Number |
| FALSE | FALSE |
Al | Anal_data_AL | Number |
| FALSE | FALSE |
Ti | Anal_data_TI | Number |
| FALSE | FALSE |
Mo | Anal_data_MO | Number |
| FALSE | FALSE |
B | Anal_data_B | Number |
| FALSE | FALSE |
W | Anal_data_W | Number |
| FALSE | FALSE |
Ca | Anal_data_CA | Number |
| FALSE | FALSE |
H2 | Anal_data_H | Number |
| FALSE | FALSE |
O2 | Anal_data_O | Number |
| FALSE | FALSE |
N | Anal_data_N | Number |
| FALSE | FALSE |
出钢炉次号 | heat_no | Number |
| FALSE | FALSE |
用户订货号 | Customer_ord_no | Varchar2(15) | 15 | FALSE | FALSE |
用户代码 | Customer_code | Varchar2(8) | 8 | FALSE | FALSE |
浇铸判定 | Cast_judge | Varchar2(1) | 1 | FALSE | FALSE |
分配标志 | Allocat_flag | Varchar2(1) | 1 | FALSE | FALSE |
SLAB属性组 | Attri_grp_slab | Varchar2(2) | 2 | FALSE | FALSE |
火焰清理标志 | MS_flag | Number |
| FALSE | FALSE |
轧制计划种类 | Roll_prg_type | Varchar2(1) | 1 | FALSE | FALSE |
轧制计划状态 | Roll_prg_state | Varchar2(1) | 1 | FALSE | FALSE |
取样地点 | Sample_place | Varchar2(1) | 1 | FALSE | FALSE |
取样方式 | Sample_mode | Varchar2(1) | 1 | FALSE | FALSE |
取样代码 | Sample_code | Varchar2(5) | 5 | FALSE | FALSE |
生产合同号 | Contract_no | Varchar2(15) | 15 | FALSE | FALSE |
ORACLE数据库客户端,采用ORACLE的FORM工具制作轧制计划的输入表格画面,操作者在表格画面上填入各种原始数据,然后进行逐项数据检查,确认无误后,点击确认键,原始数据输入完成。
l 轧制计划的状态和存储
l 轧制计划的修改
² 轧制计划的删除
² 删除指定计划的指定批的数据
² 删除指定计划的指定批中指定轧件数据
² 修改批和轧件的特性数据
l 装炉顺序改变
² 轧制计划的装炉顺序改变
² 改变指定计划中指定批的装炉顺序
² 改变指定计划中指定批中的轧件装炉顺序
数据库的客户端,无论是轧制计划的输入,修改和改变装炉顺序,轧制计划显示都有专用的画面方便的进行各种操作,实现轧制计划的编辑和显示。
ORACLE数据库客户端,采用ORACLE的FORM工具制作轧辊数据的输入表格画面,操作者在表格画面上填入各种轧辊原始数据,然后进行逐项数据检查,确认无误后,点击确认键,轧辊数据即自动插入过程控制计算机ORACLE数据库中轧辊数据表中。
l 换辊日期
l 轧辊辊径
l 轧辊凸度
l 轧辊材质
l 轧辊辊长
l 换辊时间
l 轧辊半径
l …
轧制力分配方式。主要目标是在确保轧制力,力矩,功率,速度与咬入角不超限的情况下,尽可能地达到目标厚度与温度。如果需要,规程与压下率再分配被自动实现。
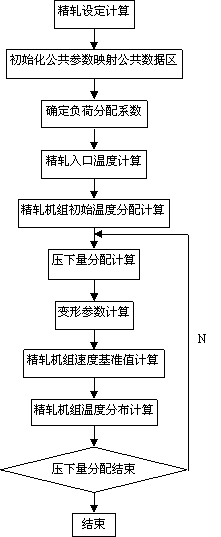
图3.4 精轧机组轧制规程计算框图
图3.5精轧机规程设定模型的结构
该系统使用的精轧数学模型有:
轧制力、轧制功率计算模型;
轧机弹跳计算模型;
带钢温度计算模型;
前滑模型;
张力计算模型等。
精轧机厚度规程设定模型模型表结构如下图3.6所示:
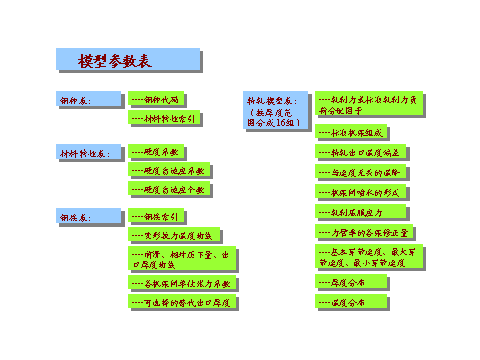
图3.6 精轧机厚度规程设定模型模型表结构
这些模型使用的参数有初始数据(包括来料尺寸、钢种、成品尺寸、精轧出口及卷取机入口处的目标温度)、实测数据(包括带钢温度、轧制力及辊缝值、宽度、厚度等)、设备参数(包括轧辊直径、机架刚度、电机速度、功率等)。上述这些参数都是按确定的数据结构存储在数据表中。如系统参数表SYSCOF中存放工厂轧线设备参数;在模型常数表FMSCOM中存放模型所用的常数;在模型参数表FMSTAB中存放了模型计算和自学习参数;在轧件数据表SRTCOM中存放了每块带钢的初始数据、实测数据、设定计算和自学习结果数据。对控制模型的设定计算和其参数自学习来讲,其主要参数是在参数表FMSTAB中,其结构为:
模型参数表是由五部分内容构成,即钢种表(SQT)、材料特性表(MCT)、钢族表(SFT)、精轧模型表(FRM)。钢种表用来表示每一种轧制的钢种,因而有其钢种代码及相应该钢种的材料特性表索引;材料特性表中含有材料的硬度等级和钢族表索引;钢族表是将钢种分成几类、每一类做为一个钢的家族,即它们在钢的一些物理特性上有近似之处,如变形抗力对温度的变化有类似的趋势等,但在每一钢族中、又选择一钢种定义为该钢族的基本钢,该钢族的其余钢种是以该基本钢为基础允许有±10%变化。精轧模型表按带钢成品厚度和钢族来划分的,控制模型的主要参数都包含在这个表中,如轧制力或轧制功率的标准负荷分配系数、精轧机组穿带温度分布、厚度分布、对机架变形抗力及力臂率的修正系数、该厚度规格的基本穿带速度和最大、最小穿带速度、层流冷却热交换系数等。
精轧轧制规程设定计算主要包括压下制度和速度制度计算两大部份。
压下位置基准值是以下面几个步骤计算得到的:
l 以设备参数为基础(如最大允许轧制力、电机额定功率等),考虑操作员对该成品规格的负荷分配系数修正,计算各机架有效负荷分配系数;
l 由各机架的有效负荷分配系数与要求的成品厚度来计算各机架的出口带钢厚度值、即厚度分布计算;
l 根据各机架的厚度分配来计算各机架的轧制参数(轧制力、轧制功率等);
l 根据轧制参数、厚度分布及各机架刚度来计算各机架的压下位置基准值。
计算步骤为:
1. 计算负荷分配系数
负荷分配系数即根据工作机架的排列个数,将带坯厚度到成品厚度所需要的总负荷按一定比例分配到各工作机架上,负荷分配系数体现了各架的负荷分配关系。计算有效负荷分配系数时,将操作员对各机架的负荷分配系数与该成品规格在模型表中存放的标准负荷分配系数综合考虑。
2. 计算各机架的厚度分配
厚度分配计算原则上采用能耗分配方法,由调试确定以轧制力或轧制功率来计算各架能耗,采用跌代方法计算。系统根据该规格在模型表中的参数,首先计算一组能耗曲线;再根据实际的带坯厚度与要求的成品厚度在计算出的能耗曲线基础上选择满足上述两个厚度要求的一段能耗曲线;再以成品厚度为启始厚度来计算各架按负荷分配系数求得的能耗;根据得出的各机架能耗,在能耗曲线上用插值计算方法获得各架的厚度分配计算值;对计算出的厚度分配要从上游机架开始再做检验,看是否超出工艺限制,若有限制超出时,则根据不同情况重新进行上述厚度分配计算过程。
3. 计算各机架的轧制力能参数
轧制力和轧制功率计算用的是ALEXANDER&FORD公式,该公式参数存放于材料特性表和模型表。
4. 计算压下位置基准值
当各机架的厚度分配及轧制参数确定后,就可用下面的公式来计算各架的压下位置基准值S。
S = H-DS-DH
式中:H—该机架出口带钢厚度值
DS—该机架总的弹跳值
DH—压下位置修正误差
式中的轧机总弹跳量在计算时考虑是由两项内容组成的,一是根据机架的刚度计算的一部分弹跳;二是根据轧辊辊径、辊质和带钢宽度计算的辊系弹跳。而压下位置修正误差包括了压下位置的调零误差、轧辊热膨胀和磨损补偿及通过自学习对辊缝修正。
当以获得要求的精轧出口处带钢头部目标温度为目的的功能选择或未选择时,计算末机架速度的方法也不同。又由于不同的轧制速度引起带钢轧制参数与变形温度都有不同的变化,因而也是采用多重迭代计算精轧机组中的带钢温度分布。
1. 初始温度分布计算
根据设定计算的类型,首先计算精轧机组入口处的温度,然后再按精轧出口目标温度计算出精轧机组总的温降,将此温降与模型表中保存的该钢种规格的温降相比较,比较出的误差按模型表中保存的温降分配比例划分到各机架上,最后再计算出从精轧入口温度到带钢出口目标温度的精轧机组温度分布。此时以模型表中保存的带钢基本穿带速度来计算末机架处的秒流量。
有了初始温度分布后,就可以用前述的计算轧制力、轧制功率的方法进行轧制参数计算,有了轧制参数和各架厚度分配后,就可以用轧制过程中温度分布模型计算精轧机组的温度分布。
2. 精轧机组内热交换计算
带钢在轧制过程中的热交换主要是以四种方式来实现的,即机架间喷水引起的温降、机架间热辐射引起的温降、带钢变形产生的温升和因带钢与轧辊接触引起的温降。在计算精轧机组中轧件温度分布时,就按这四种方式的热交换模型去计算。
3. 末架穿带速度计算
在确定最末工作机架穿带速度的同时,用轧制过程中的温度分布模型将带钢在精轧机组内的温度分布计算出来。末架穿带速度的确定分两种情况。当操作人员未选择以精轧出口目标温度为准来确定末架速度时,就用操作人员选取的机架间喷水配置和末架穿带速度来设定轧机。若选择,就按下列步骤确定末架穿带速度。
以最少的机架间喷水配置为基础,用模型表中保存的最大及最小穿带速度来计算相应的最高及最低精轧出口温度值(TMAX、TMIN)。然后再改变机架间的喷水配置重复计算最高及最低精轧出口温度值。这种改变和重复计算直至所要求的目标出口温度(TO)界于上述两个温度值之间。
计算温度变化比率XI,XI=(TO-TMIN)/(TMAX-TMIN)。根据模型表中保存的温度变化率与速度变化率的关系曲线,用插值计算方法得到速度变化率YI。由模型表中的最大、最小穿带速度(VMAX、VMIN)和关系式YI=(V-VMIN)/(VMAX-VMIN)可求得末架穿带速度V。
4. 各架穿带速度基准值计算
上面得到的末架穿带速度是带钢的速度,而各架的速度基准值是用轧辊的线速度表示的。考虑到轧制过程中的前滑现象,可由带钢速度来计算轧辊线速度。这里的前滑计算是采用一组前滑曲线根据各架出口厚度及该架相对压下量用插值方法计算出的。
5. 加速轧制的设定计算
为减少中间坯在辊道上的温降,提高产量,在穿带过程结束,卷取机建立张力后可进行加速轧制。根据轧件的钢种和规格,可以选定一个加速度值(一般在0.125-0.5m/s2),7个精轧机架实现同步缓加速。在加速过程中,为了保证终轧温度,可能需要调节机架间喷水的水量。
6. AGC增益的计算
根据每块带钢的钢种和规格计算精轧各机架AGC增益量。
在精轧前3-4个机架穿带过程中,可根据实测的轧制力、辊缝和轧制速度与设定值的偏差来调整该架后未穿带机架的辊缝或速度,以便提高带钢头部的尺寸精度。
在整个轧制过程中,周期的采集精轧来料的温度偏差和精轧出口的带钢的温度、厚度和速度的偏差,按照前馈和反馈控制的方式调整轧机的速度或机架间喷水的水量,保证终轧温度的恒定。
l 达到精轧出口目标厚度、温度;
l 遵循要求的负荷分布和压下量分布;
l 轧制力限制;
l 功率限制;
l 单位时间压下量限制;(确保轧件顺利咬入)
l 速度锥限制;
l 轧辊正常咬入和精轧出口温度;
l 轧制力;
l 轧制功率;
l 轧机延伸;
l 前滑;
l 轧制速度。
l 带宽与带厚
l 压下率
l 工作辊半径
l 变形抗力
P=BClC’QPK (9-3)
其中:
P:轧制力;
BC:带钢轧制前后的平均宽度;
lC’:考虑轧辊压扁时的接触弧长;
QP: 应力状态影响系数;
K:变形抗力;
K=1.15s (9-4)
s:高速高温下材料的变形阻力,常数
![]() (9-5)
(9-5)
![]() :压下率,
:压下率,![]()
![]() :机架压下量;
:机架压下量;
![]() :工作辊半径;
:工作辊半径;
![]() :出口厚度;
:出口厚度;
![]() (9-6)
(9-6)
![]() :中性角;
:中性角;
![]() (9-7)
(9-7)
![]() (9-8)
(9-8)
![]() (9-9)
(9-9)
![]() :力矩;
:力矩;
P:轧制力;
![]() :接触弧长;
:接触弧长;
![]() :力臂系数;
:力臂系数;
![]()
![]() (9-10)
(9-10)
l 变形温升
l 轧辊接触温降
l 热辐射温降
l 机架间喷淋温降
l 高压水除磷温降
![]() (9-11)
(9-11)
![]() : 机架间喷水温降;
: 机架间喷水温降;
k: 热交换系数;
T:轧件温度;
W:轧件宽度;
Q:冷却水流量;
L:自学习系数;
A、 B:待定常数;
M:秒流量。
![]() (9-12)
(9-12)
 (9-13)
(9-13)
P:钢的比热;
:相对压下率;:钢的比重;:精轧出口温度;:精轧入口温度
![]() (9-14)
(9-14)
![]() :轧辊接触热量变化;
:轧辊接触热量变化;
![]() :接触导热系数;
:接触导热系数;
B:轧件宽度;
tB: 轧辊温度;
lc:接触弧长;
a:导温系数;
![]() :接触时间;
:接触时间;
![]() (9-15)
(9-15)
![]() :轧件温度变化;
:轧件温度变化;
hc:轧件平均厚度;
l:轧件长度;
v:轧制速度;
精轧模型轧制力影响系数:
![]() (9-16)
(9-16)
![]() 为比例系数,一般0.3。
为比例系数,一般0.3。
![]() 为张力影响系数;
为张力影响系数;
![]() ;
;
![]() ,
,![]() ,
,![]() 分别为后张力、前张力和平均变形阻力;
分别为后张力、前张力和平均变形阻力;
前滑后滑模型
![]() (9-17)
(9-17)
![]() 为前滑因子;
为前滑因子;
![]() 为道次压下量;
为道次压下量;
![]() 为轧后厚度;
为轧后厚度;
![]() 为轧辊半径;
为轧辊半径;
![]() (9-18)
(9-18)
![]() 为后滑因子;
为后滑因子;
![]() 为坯料厚度;
为坯料厚度;
SIDEGUIDE_POSITION = BAR_WIDTHNESS + CORR (9-19)
式中: BAR_WIDTHNESS:精轧出口宽度 MM
CORR:操作工修正量 MM
SIDEGUIDE_POSITION:精轧侧导板开口度 MM
卷取机侧导板开口度模型:
SIDEGUIDE_POSITION = EXIT_FM_THICKNESS + CORR (9-20)
式中: EXIT_FM_THICKNESS:精轧出口宽度 MM
CORR:操作工修正量 MM
SIDEGUIDE_POSITION:卷取机侧导板开口度 MM
![]() (9-21)
(9-21)
式中: F: 侧导板压力 KN
![]() 杨氏模量 KN/MM2
杨氏模量 KN/MM2
t:卷取温度 ℃
L: 侧导板长度 MM
h : 带钢目标厚度 MM
W:带钢目标宽度 MM
或:
F=FBASE (450+750)/(2*t) KN
FBASE=(h),(0.0,2.0,4.0,8.0,14.0,20.0 MM)->7.7,9.0,12.0,18.0,30.0,42.0KN
或上述两种公式联合使用。
卷取机夹送辊辊缝模型:
EXIT_FM_THICKNESS:精轧出口厚度 MM
TEMP_CORR:温度修正量 MM
:夹送辊辊缝 MM
(9-23)
FEICTION:摩擦系数
TENSION:卷取张力 KN
:函数。
卷取机速度张力设定根据精轧出口速度、厚度、钢种、卷取厚度通过模型表查表得出。
D=2L/αh (9-24)
αh表示在卷取机卷筒上的旋转角度(以弧度表示)
D表示钢卷卷径
L表示与αh相对应的带钢长度
Mz=F*D/2i (9-25)
Mz表示张力矩
F表示张力设定值
i表示传动比
(9-26)Mb表示弯曲力矩
h表示带钢厚度
δy表示屈服系数
L表示带钢宽度
(9-27)K1表示固定部分的转动惯量系数
K2、K3表示取决于卷径变化的变化部分的转动惯量系数
L表示带钢宽度
D表示钢卷卷径
dv/dt表示加速度
系数K1、K2、K3在机组调试期间可以作一些调整,并最后确定。
(9-28)B表示带钢宽度
i表示减速比
ρ表示钢的比重
D0表示卷筒的胀开直径
K表示转动惯量计算修正系数
卷取机摩擦力矩的计算:
长期自学习用于反映长时期缓慢变化因素对参数的影响。长期自学习按以下方式进行:每轧制一卷带钢,都要对长期自学习系数进行一次修正,以加权平均的方法进行修正,加权的原则是要充分考虑遗传效应。
长期自学习的结果按钢种、规格存储于数据表中,在轧制换批次后的第一卷带钢时调出用于作系统参数初始值。
设参数R, ![]() 为旧参数,样本其N各最新有效样本为RL+1, RL+2,…, RL+N, 其长期自学习方法为:
为旧参数,样本其N各最新有效样本为RL+1, RL+2,…, RL+N, 其长期自学习方法为:
![]() (9-29)
(9-29)
其中![]() 为RL+1, RL+1,…, RL+N均值,k>0、k<<1 为长期自学习系数。
为RL+1, RL+1,…, RL+N均值,k>0、k<<1 为长期自学习系数。
短期自学习用于反映短时期缓慢变化因素对参数的影响。短期自学习按以下方式进行:每轧制一卷带钢,都要对短期自学习系数进行一次修正,以加权平均的方法进行修正。
短期自学习的结果按钢种、规格存储于数据表中,在轧制换批次后的第一卷带钢时调出用于作系统参数初始值。
设参数R, ![]() 为旧样本,其短期自学习方法为:
为旧样本,其短期自学习方法为:
![]() (9-30)
(9-30)
其中![]() 为新参数值,0<k<1为自学习系数本次参数计算值。
为新参数值,0<k<1为自学习系数本次参数计算值。
功能:测试系统通信信号可靠性;
功能:检测进程目前所处的状态、优先级;
功能:检测COMMSP共享内存区状态、平均值,参数越界情况;
功能:设定系统输入变量值,检测系统运行状况;
装炉板坯号;
装炉钢卷号;
出炉钢卷号;
下一个出炉下一个钢卷号;
再下一个出炉下一个钢卷号;
再再下一个出炉下一个钢卷号;
此外R2入口激活精轧设定计算,此时R2传送给精轧卷取过程控制计算机通信数据有:
3.11.3 精轧过程控制计算机传送给粗轧过程控制计算机信号
l 修改了轧制计划信息,一旦轧制计划修改完成,精轧卷取过程控制计算机立即将修改了的轧制计划数据传送到数据中心计算机。
l 轧件数据,一旦轧件离开整个轧线或轧件吊销,精轧卷取过程控制计算机立即将轧件数据传送到数据中心计算机,同时释放本块轧件内存。
l 轧制计划数据;数据中心计算机预先将要轧制钢卷轧制计划数据传送到精轧卷取过程控制计算机SYSCOF共享内存区,待粗轧过程控制计算机R2末道次入口将钢卷号传送道精轧卷取过程控制计算机后,由精轧卷取过程控制计算机按钢卷号将本块钢卷轧制计划数据传送到SRTCOM共享内存区。
l 轧辊数据;精轧机各架或精轧前立辊换辊开始后,由精轧卷取过程控制计算机请求数据中心计算机将相应轧辊(工作辊、支撑辊)数据传送到精轧卷取过程控制计算机中。
主要控制上料辊道、装炉辊道、出炉辊道的起停与运转,完成钢坯的输送、入炉和出炉控制。炉区设备布置图如图1所示。

图4-1 加热炉区工艺设备布置图
l 入炉侧操作室CS1:ET200M远程站一个,挂在CPU之DP口上;
l 出炉侧操作室CS2:ET200M远程站一个,挂在CPU之DP口上;
l 入炉侧交流变频辊道A1、A2、A3、A4、A5、A6、A7、A8、A9之变频器挂在一 块Profibus-DP 467网卡上;
l 出炉侧交流变频辊道B1、B2、B3、B4、B5、B6、B7之变频器挂在另一块Profibus-DP 467网卡上。
PLC101的主要控制功能有:
l 加热炉区公共逻辑顺序控制
l 入炉辊道控制
l 出炉辊道控制
l 板坯测长及定位控制
l 加热炉区轧件跟踪控制与加热炉区其它PLC的通讯及逻辑连锁控制
(1) 板坯入炉位置及入炉辊道速度控制
加热炉入炉辊道板坯长度测量


到CMD-B “ON”,计数值为C1
= S1 / C1

到CMD-A “OFF” 计数值为C2
L = S1 + C2 × S1 / C1
加热炉炉前辊道对中

根据坯长和指定的炉列选择最佳的APC的开始点,使板坯在入炉辊道上定位在指定的位置上(最终目的是步进梁上的板坯悬量左右相等)。
坯子长 | 炉列指定 | APC开始 | |
长 尺 | 1列 | “A”,“B” | CMD-B “ON” |
短 尺 | 2列 | “A” | CMD-A “ON” |
“B” | CMD-B “ON” | ||
X = S1 + L / 2
入炉辊道的速度控制
l 手动运转方式
l 自动运转方式
![]()
![]()
![]()
![]()
![]()















图 4-2 A辊道不同情况下的速度运行图
辊道联锁控制
l A辊道联锁的控制
l B辊道联锁的控制
粗轧区的控制分别由PLC201A,PLC201B,PLC202,PLC203,PLC204,PLC205共6台完成。其中PLC201A,PLC201B,PLC202,PLC203控制系统选用西门子公司的S7-400 PLC系统;PLC204,PLC205控制系统选用西门子公司的TDC系统。其粗轧区自动化系统配置见粗轧区系统配置图。


图5-1 粗轧区设备工艺布置图
l 2个就地操作箱,分别用于对E1/R1、E2/R2轧机进行换辊操作(R2操作箱包括对保温罩的操作);
l 6个就地控制箱(平衡箱、控制箱、换辊箱),分别用于对E1/R1、E2/R2操作侧、传动侧换辊信号进行监控。
l 粗轧区公共逻辑顺序控制
l 粗轧区水,风,电,气公用设施的监督控制
l 粗轧区轧件跟踪
l 粗轧区除鳞箱控制
l 粗轧区换辊及主轴定位控制
(1) 粗轧区轧件跟踪
PLC自动控制系统的主要功能之一。
高压水除鳞控制
式: 高压水除鳞箱
18MPa
15°
160 mm(厚度230 mm)
1650 mm
2对
77.8 L/min (18MPa)
4×29个(喷嘴间距61mm)
: 4×29×77.8L/min=9024 L/min(18MPa)
φ400×1780mm
850、900、800、1050 mm
+800 mm
0~1.5 m/s
10.4
9 根
AC12 KW 750 r/min 调速 9台
HMD跟踪信号开启,管路预充水;
“获得低压” ;
E1、R1及E2、R2轧机主轴定位控制
E1、R1及E2、R2轧机换辊
φ200/φ100×310 mm
≈ 20min
≈ 100t
6200 mm
液压缸: φ250/φ180×6210 mm
20MPa
25/50mm/s
R2换辊:
≤ 10 min
换辊重量: ≈ 76 t
φ320/φ220mm
2800 mm
50/120 mm/s
16 Mpa
196/380 mm/s
φ565mm
φ848mm
196.55
AC 90kW 750/1450 r/min 1台
R2轧机支承辊。
≤60 min
换辊重量: ≈ 160 t
6200 mm
φ400/φ280×6210 mm
20MPa
25/50mm/s
附图xxx。
l 粗轧液压站机旁操作箱1个,用于对该液压站进行就地操作,同时对站内信号进行监控;
l AWC液压站机旁操作箱3个,用于对该液压站进行就地操作,同时对站内信号进行监控;
l 1#稀油润滑站机旁操作箱1个,用于对该润滑站进行就地操作,同时对站内信号进行监控;
l 2#稀油润滑站机旁操作箱1个,用于对该润滑站进行就地操作,同时对站内信号进行监控;
l 高压水泵站机旁操作箱2个,用于对该水泵站进行就地操作,同时对站内信号进行监控;
l 各个站的MCC柜旁均设1个(共5个)机旁控制箱,用于对MCC柜进行监控。
l 粗轧液压站:4台主泵、2台循环泵、4台电加热器、一个电磁水阀及四个电磁溢流阀。
l AWC液压站:9台主泵、2台循环泵、4台电加热器、一个电磁水阀及九个电磁溢流阀。
l 粗轧1#稀油润滑站:2台工作泵、两个电磁溢流阀。
l 粗轧2#稀油润滑站:2台工作泵、两个电磁溢流阀。
l 高压水泵站:5台工作泵、五个电磁溢流阀。
液压站的基本控制思想如下框图5-2。
l 泵的工作/备用选择
l 机旁操作箱的控制
l 粗轧操作室HMI的操作
(1) 粗轧液压站概述
粗轧液压站为E1/R1、E2/R2粗轧机上的辅助液压执行机构提供压力油。
AWC液压站概述
供压力油。该站由PLC201B进行控制。
AWC液压站机旁操作箱
粗轧1#稀油润滑站概述
2的冷却器
1#稀油润滑站机旁操作箱
粗轧2#稀油润滑站概述
2的冷却器
2#稀油润滑站机旁操作箱
高压水泵站概述
10000L
3/min×22Mpa,2台
粗轧E1 & R1区控制的设备有C1至C8辊道、E1机架辊、R1机架辊、E1立辊轧机、R1主轧机、R1压下电机。
区的控制,系统由主框架、远程I/O(ET-200M)组成。
l 操作台CS3-1:远程站ET200M一个,安装于操作台内,用于台面操作、显示, 挂在CPU之DP口上;
l 轧机E1、R1及压下电机速度控制,挂在一块Profibus-DP 467网卡上;
l El与 Rl速度级联控制
l E1逻辑联锁顺序控制
l Rl前后辊道速度控制及其速度级联控制
l Rl速度控制
l Rl压下位置控制
l Rl可逆轧制道次控制
l Rl逻辑联锁顺序控制
l R1前、后推床控制
l 相关辊道与R2跟随控制
(1) R1 轧机的速度控制
φ1350 / φ1230×1780 mm
AC3800KW 28/52 r/min 2台
时,R1开始以咬钢速度运转,准备把钢材咬入;当钢材咬入到R1时,此时设立两个软件定时器,一个叫开始加速定时器设为Ta1,一个叫开始减速定时器设为Td1。开始加速定时器所设的时间很短,当R1负荷继电器信号ON即R1咬入钢坯延时Ta1后升速至轧制速度运行。开始减速定时器设置的目的是保证在钢材尾部离开R1轧机时,其速度恰好等于抛钢速度,当开始减速定时器时间到时,送出抛钢速度直至抛钢。当R1负荷继电器信号OFF时,R1减速为零。然后立即进行R1 APC和R1前后推床位置APC定位控制,在APC定位完成后, R1准备偶道次反向轧制并升速至反向咬钢速度信号且以此速度运转,当钢材从反方向又进入R1时,这时和正方向相同,同时为反方向设立Ta2和Td2(每道次二者数值不同),当钢材在反方向离开R1时,E1侧压APC完成,R1压下APC完成,R1前后推床位置APC完成,此时R1又进行正方向轧制,情况又和第一道次完全一样,如此循环。
 0: 轧机空转速度
0: 轧机空转速度
VAi:第i道次咬钢速度
VBi:第i道次轧制速度
VCi:第i道次抛钢速度
a: 加速度
Bi时,就需要进行减速了。此时,图2-x中的第一道次速度曲线应该呈三角形。
如图2-X所示,呈梯形曲线。此时,减速定时器计时单元数值计算如下:
i为除第一道次以外的中间坯长度,它可通过安装在轧机轴上的增量型码盘进行计算,计算公式如下:
i-1为上一道次测长计数器的技术值,N为码盘每转一圈发出的脉冲数,D为R1轧机工作辊径,(1+f)是为了补偿前滑等因素的系数;如果轧机通过减速箱,此公式还需考虑速比。
E1轧机的速度控制
0~1.5~3.7m/s
i = 4.588
AC 1300 KW,110/270 r/min 2台, 左、右主传动电气同步
VE1= (1-ε) VR1
其中:ε--压下率(0<ε<1)
R1区辊道的控制
V辊道 =C (1-ε)V轧机
C — 常数(可调整)
ε— 压下率
压下位置控制
AC150 kW 515/1030 r/min 2台
AC104 kW 550/1100 r/min 1台
30000 kN
2×20000 kN
50 mm
300 mm (最大辊时)
0~20~40 mm/s (电磁离合)
20.6
0.48/0.96 mm/sec (气动离合)
916.7
max. 15000 kN
max. 42000 kN
液压 φ350(φ390)×360mm (柱塞)
16 MPa
S508×24(2)mm
16 MPa
进行辊缝调节,即轧辊调平、轧辊预压靠调零及辊缝设定。当压下传动系统就绪、辅助系统就绪、工作辊平衡介入等条件满足时,可完成上述功能。压下传动系统包括压下电机及回松电机,在正常轧制时回松电机不工作。
l 轧辊调平
左右时,操作员观察压差(操作侧-传动侧)。当压差大于50t时,在HMI上选择调平,离合器断开。压差为正时,由压下电机抬或压传动侧,直至压差小于50t;反之亦然。然后在HMI上选择正常轧制,离合器合上,即可进行轧辊预压靠调零及辊缝设定。
l 轧辊预压靠调零
;此时完成辊缝清零。
l 辊缝设定
△S > △S2,压下电机以最大速度|V|max运行
△S1< △S < △S2, 传动系统按平方根曲线减速;对应压下电机速度V与辊缝偏差ΔS的关系为:
![]()
△S1 > △S,△S→0时,被控对象在控制系统作用下接近目标值。由于系统开环增益迅速增加,难于稳定地无超调地达到目标位置。为此,应使V = 0,动作抱闸,使被控对象停止在定位误差允许的范围

图5-4 压下输出控制示意图
R1推床位置控制
400KN
1780mm(留检修空间≥3450mm)
800mm
100mm/s(单侧)
9000mm
±2mm
±1mm
2×φ125/φ90mm
16 MPa
l 推床定位控制
L0 = L / 1024;
1;
0;
2;
0 + ( n2- n1) × L0。
1。
1(目标值-实际值),对应推床速度V与开口度偏差ΔS的关系为:
![]()
= Vmax ,当|ΔS|小于某一确定值时,V = 0 。由于液压系统响应比电动系统要快,所以根据调试现场情况有时死区范围可设定为零。
V = 0,
粗轧E2 & R2区控制的设备有R2轧机前入口辊道C9至C13,R2轧机前工作辊道C14至C16,R2轧机后工作辊道C17至C19,中间辊道D1至D7,E2机架辊,R2机架辊,E2立辊轧机,R2主轧机,R2压下电机。
区的控制,系统由主框架、远程I/O(ET-200M)组成。
l 操作台CS3-2:远程站ET200M一个,安装于操作台内,用于台面操作、显示,挂在CPU之DP口上;
l 轧机E2、R2及压下电机速度控制,挂在一块Profibus-DP 467网卡上。
l E2与 R2速度级联控制
l E2逻辑联锁顺序控制
l R2前后辊道速度控制及其速度级联控制
l R2速度控制
l R2电动压下位置控制
l R2可逆轧制道次控制
l R2逻辑联锁顺序控制
l R2前、后推床控制
l 辊道与R1跟随控制
(1) R2 轧机的速度控制
用途:将R1粗轧后的板坯与R2水平轧机一起经3~5道次轧制,轧制成32~50mm厚的中间坯。
0~2.4~6m/s
i = 4.19
Φ1200 / Φ1100×650mm(Φ1350mm)
AC 1500 KW 160 / 400 r/min 2台
φ1200 / φ1100×1780 mm
0~2.8~6.3 m/s
AC 7500KW 45 / 100 r/min 2台
45 / 100r/min
时,R2开始以咬钢速度运转,准备把钢材咬入;当钢材咬入到R2时,此时设立两个软件定时器,一个叫开始加速定时器设为Ta1,一个叫开始减速定时器设为Td1。开始加速定时器所设的时间很短,当R2负荷继电器信号ON即R2咬入钢坯延时Ta1后升速至轧制速度运行。开始减速定时器设置的目的是保证在钢材尾部离开R2轧机时,其速度恰好等于抛钢速度,当开始减速定时器时间到时,送出抛钢速度直至抛钢。当R2负荷继电器信号OFF时,R2减速为零。然后立即进行R2 APC和R2前后推床位置APC定位控制,在APC定位完成后, R2准备偶道次反向轧制并升速至反向咬钢速度信号且以此速度运转,当钢材从反方向又进入R2时,这时和正方向相同,同时为反方向设立Ta2和Td2(每道次二者数值不同),当钢材在反方向离开R2时,E2侧压APC完成,R2压下APC完成,R2前后推床位置APC完成,此时R2又进行正方向轧制,情况又和第一道次完全一样,如此循环。
 图5-5可逆轧机R2轧制速度曲线
图5-5可逆轧机R2轧制速度曲线
0: 轧机空转速度
VAi:第i道次咬钢速度
VBi:第i道次轧制速度
VCi:第i道次抛钢速度
a: 加速度
E2轧机的速度控制
0~2.4~6m/s
i = 4.19
Φ1200/Φ1100×650mm(Φ1350mm)
AC 1500 KW 160/400 r/min 2台
VE2= (1-ε) VR2
R2轧机前后辊道的控制
V辊道 =C (1- ε)V轧机
C--常数(可调整)
ε—压下率
R2轧机后辊道的摆动控制
摆动条件
l 根据过程机的要求
l 根据操作员的要求
l 在精轧机及卷取机发生紧急停机时
B 摆动速度图形
R2电动压下位置控制
电动APC + 液压HGC
S560×50mm
21.45
0~20~40 mm/s(电磁离合)
AC 300 kW 515/1030 rpm 2台
进行辊缝调节,即轧辊调平、轧辊预压靠调零及辊缝设定。当压下传动系统就绪、辅助系统就绪、工作辊平衡介入,可完成这些功能。
l 轧辊调平
左右时,操作员观察压差(操作侧-传动侧)。当压差大于50t时,在HMI上选择调平,离合器断开。压差为正时,由压下电机抬或压传动侧,直至压差小于50t;反之亦然。然后在HMI上选择正常轧制,离合器合上,即可进行轧辊预压靠调零及辊缝设定。
l 轧辊预压靠调零
l 辊缝设定
(a)位置误差△S>△S2,压下电机以最大速度|V|max运行
(b)当△S1<△S<△S2, 传动系统按平方根曲线减速;对应压下电机速度V与辊缝偏差
![]()
)当△S1>△S,△S→0时,被控对象在控制系统作用下接近目标值。由于系统开环增益迅速增加,难于稳定地无超调地达到目标位置。为此,应使V=0,动作抱闸,使被控对象停止在定位误差允许的范围

R2推床位置控制
型式: 液压、齿轮、齿条式,推板入口侧为喇叭形。
400KN
1780 mm(留检修空间≥3450mm)
800 mm
100 mm/s(单侧)
±2mm
±1mm
9000 mm
2×φ125 / φ90 mm
16 Mpa
l 推床定位控制
1 推床手动控制
推床基准位标定
推床自动定位控制原理
0=L/1024;
1;
0;
2;
= S0 +( n2- n1)× L0。
1
1(目标值-实际值),对应推床速度V与开口度偏差ΔS的关系为:
![]()
max ,当|ΔS|小于某一确定值时,V=0 。由于液压系统响应比电动系统要快,所以根据调试现场情况有时死区范围可设定为零。
V=0
自动宽度控制,系统由主框架、远程I/O(ET-200)组成。
l 远程站ET200M两个,分别控制E1、E2 AWC阀台及伺服阀,挂在TDC Profibus-DP网卡上
为了实现自动宽度控制,粗轧区立辊设计成电动加液压的系统,电动侧调机构进行立辊开口度设定,而液压微调系统用于自动宽度控制。
l E1、E2位置控制
l E1、E2短行程控制
l E1、E2自动宽度控制
8000KN
2×5000KN(检测9050 KN)
1780mm
850mm
1780mm
850mm
S300 ×24mm
6.4
0~25~55 mm/s
AC 220KW 400 / 1000r/min 2台
φ220 / φ140×1620mm
80 mm/s
23MPa(差动)
φ220 / φ140×670mm
50 mm/s
12MPa(差动)
Φ550 / Φ510 mm
单侧 50 mm
25 MPa
50mm/s
(1) E1、E2位置控制
进行两辊间开口度调节,两台侧压下电机可分别单动也可联动。其控制内容包括轧辊基准位标定及辊缝设定。控制方式与R1压下相同。
E1、E2短行程控制
![]()
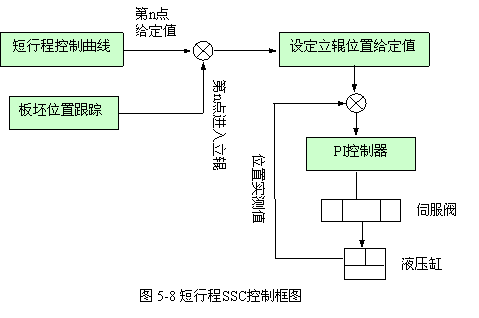

![]()
![]()
![]()
自动宽度控制AWC
自动宽度控制AWC有前馈控制(FF-AWC),轧制力反馈控制(RF-AWC)。其程序框图如下所示。
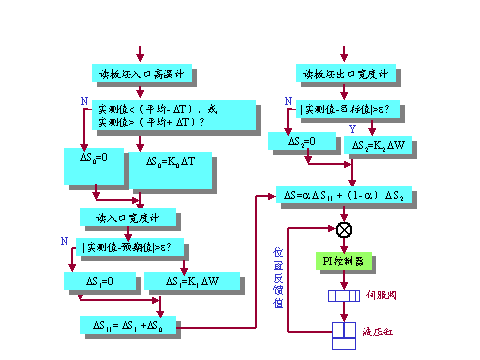
l 前馈控制(FF-AWC)
l 轧制力反馈控制(RF-AWC)
S=K(P-P0)/M
P0 – 零调压力
M – 轧机刚度
K – 系数
阀台及伺服阀等。
l 远程站ET200M两个,分别放在R2传动侧、操作侧,用于控制R2 AGC阀台及伺服阀,挂在TDC Profibus-DP网卡上。
l R2液压APC控制
l R2液压AGC控制
φ1200/φ1100×1780 mm
φ1600/φ1450×1780 mm
轧制压力: 40000 KN
2×25000KN
最大压下量: 50mm
max): 300 mm(最大辊径时)
电动APC+液压HGC
缸直径: φ1050 /φ980mm
压下行程: 50 mm
压下速度(对称点): 5 mm/s
工作压力: 25 MPa
(1) R2液压APC
l 液压压下手动位置控制
l 液压压下自动位置控制
QL1不等于QL2 时,导致压下缸上、下运动时的速度不同,流量增益不同,调节性能不同。为保证压下缸上、下运动时速度相同,须根据压下缸无杆腔压力值对压下缸进行流量补偿控制,使等效的负载流量不随负载压力变化。
R2液压AGC
![]() +A ┄┄┄┄┄┄┄┄┄┄┄ (1)
+A ┄┄┄┄┄┄┄┄┄┄┄ (1)
△S + ![]() ┄┄┄┄┄┄┄┄┄┄┄(2)
┄┄┄┄┄┄┄┄┄┄┄(2)
![]()
A: 弹跳方程校正值[mm]
P0: 调零压力[Ton]
α:弹跳方程修正值[mm]
![]() :油膜厚度的变化引起的辊缝变化[mm]
:油膜厚度的变化引起的辊缝变化[mm]
 ┄┄┄┄┄┄┄ (9)
┄┄┄┄┄┄┄ (9)
N一轧辊转速;
P一轧制压力;
a、b一常数。
S: 机械辊缝,实际测量值[mm]
![]() :K时刻消除轧件扰动需要的辊缝调节量[mm]
:K时刻消除轧件扰动需要的辊缝调节量[mm]
![]() :K时刻轧件扰动压力[Ton]
:K时刻轧件扰动压力[Ton]
△PS: 辊缝调节产生的压力变化[Ton]
Q: 塑性系数[Ton/mm]
M: 轧机刚度,
ΔPk: k时刻实测压力偏差值[Ton]
MC: 当量刚度,
C: 当量刚度系数[-]
┄┄┄┄┄┄┄┄┄┄┄ (10)![]() : 机架塑性系数[Ton/mm]
: 机架塑性系数[Ton/mm]
![]() : 机架轧制力设定值[Ton]
: 机架轧制力设定值[Ton]
![]() : 机架入口厚度[mm]
: 机架入口厚度[mm]
厚度锁定有两种方式:

AGC相关的补偿功能
l 支撑辊油膜厚度补偿
。它的影响通过校正DAGC的辊缝零点实现补偿。油膜厚度与压力和速度关系见前面的公式(9)。
l 轧辊偏心补偿
125点、采集N= 125点轧制力:Px(0)、Px(1)、Px(2)…Px(n-1),并在轧制过程中滑动计算前述125点轧制压力的平均值,公式如下:
l 轧机刚度补偿
=式中,M0为全辊面测量时的轧机刚度值
以下控制功能在操作台实现。
。系统配置见飞剪PLC301系统简图。
: 工业以太网通讯模板
Profibus-DP网通讯模板
工业以太网通讯模板连接到以太网上,完成与HMI、其它PLC的通讯。
l 飞剪前辊道速度控制
l 飞剪前侧导板控制
l 飞剪机架辊运转控制
l 飞剪自动控制(切头、切尾)
l 飞剪手动控制(切头、切尾、紧急剪切、换刀控制等)
l 除磷箱入口夹送辊速度、压下控制
l 除磷箱内辊道速度控制
l 除磷箱出口夹送辊速度、压下控制
l 高压水除鳞开闭控制
l 除鳞箱盖开闭控制
1 现场点动
手动剪切
自动剪切
² 头部剪切长度(mm)
² 尾部剪切长度(mm)
² 速度超前率(0~10%)
² 速度滞后率(0~10%)
1 热金属检测器(HMD)方式
测量辊/夹送辊(PR)方式
测量辊上的脉冲发生器实现的;而带钢尾部速度的检测是通过安装在除鳞箱出口夹送辊上的脉冲发生器实现的。
HMD-A检得时开始对测量辊的速度进行测量,HMD-B检得时开始启动剪切定时器,定时时间到则开始剪切。
尾部剪切时,HMD-A检失时开始对夹送辊的速度进行测量,HMD-B检失时开始启动剪切定时器,定时时间到则开始剪切。b,头部剪切的超前率为h,则飞剪的剪切速度VC为
C=(1 + h)Vb (1)
b与剪
C之差。故:
- TC (2)
)/ Vb (3)
)+(Vc / 2a) (4)
h为操作员设定的头部剪切长度;Lr为HMD-B到剪切点的距离;S为剪刃从停车点到剪切点的弧长;a为转鼓的加速度。
b’,尾部剪切的滞后率为l,则飞剪的剪切速度Vc’为
c’=(1-l)Vb’ (5)
b’与剪刃到达剪切点的时间Tc’之差。故:
b’- Tc’ (6)
b’=(Lr- Lt)/Vb’ (7)
c’=(S/ Vc’)+(Vc’/2a) (8)
t为操作员设定的尾部剪切长度。
线性位移传感器检测实际侧导板的开口度。两个接近开关用于检测侧导板的最大和最小开口度。
l 手动方式:由操作工从操作台以慢速开闭侧导板。
l 自动方式:由操作工从HMI设定侧导板的开口度。
l 计算机方式:由过程机设定侧导板的开口度。
l 飞剪前辊道速度控制
² 用途:把中间坯移送到飞剪进行头尾剪切。
² 型式: 交流电机(调速11台)。
l 飞剪机架辊运转控制
² 用途:把中间坯移送到飞剪进行头尾剪切。
² 型式: 交流电机(调速1台)。
l 精轧机前除鳞机控制
² 用途:用以清除板坯上的二次氧化铁皮,并将板坯送入精轧机中。
² 包括:
传动电动机型式: 交流电机(调速2台)
压下型式:气液压下
传动电动机型式: 交流电机(调速3台)。
l 除磷箱出口夹送辊速度、压下控制
² 传动电动机型式: 交流电机(调速1台)。
² 压下型式:气动压下
l 高压水除鳞开闭控制
² 型式:上下各2组除鳞集水管;喷咀数量: 4×37个。
l 除鳞箱盖开闭控制
² 型式:上盖液压缸驱动开闭。
6.2 精轧区公共逻辑及介子控制系统PLC302A、PLC302B
。系统配置见附图一:公共逻辑PLC302A系统简图。
主框架包括模板如下:
:工业以太网通讯模板
ET200M远程站包括模板如下:
工业以太网通讯模板连接到以太网上,完成与HMI、其它PLC的通讯。
DP接口通过Profibus-DP网连接8个ET200M远程站:
l 精轧区侧导板的控制
l 精轧机换辊的控制
l 精轧区公共逻辑(风、水、油、电、气)
l 轧辊冷却水的控制
l 机架间冷却水的控制
l 仪表管理
HMI设定的侧导板开口度自动进行侧导板位置控制,保证带钢顺利进入轧机。
l 侧导板进出手动控制
l 侧导板升降手动控制
l 侧导板定位控制
² 侧导板手动定位控制
² 侧导板零位标定
² 侧导板自动定位控制原理
0 = L / 16384;
1;
0;
2;
0 + ( n2- n1) × L0。
1
1- Sx (目标值-实际值),对应侧导板速度V与开口度偏差ΔS的关系为:
![]()

l F1~F7精轧机工作辊换辊装置
l F1~F7精轧机支承辊换辊机
PLC控制轧辊冷却水阀、氧化铁皮抑制水阀、烟尘抑制装置的开闭。
采用带钢强冷却, F4~F7之间采用带钢冷却,控制轧制温度。
机架间冷却水的控制目的,是保证轧件的精轧出口温度保持在目标温度范围内。终轧目标温度的实现是由各冷却装置流量调节的内环及温度反馈控制的外环完成。
PLC仪表正常信号、计算机给定/手动给定信号、宽度超限信号、带钢进入视区信号。当该仪表正常且选择手动方式时,在仪表上手动设定测宽仪量程;若选择计算机给定,测宽仪量程通过以太网由HMI或过程机给定。只有当带钢到来信号有效时,才能采集带钢宽度及设定宽度与实际测量宽度的差值。PLC将采集到的有效轧件宽度及宽度偏差信号经滤波处理和量纲转换后送以太网供过程计算机、HMI和其他PLC使用。
302B.OYZ.352.003。
302B的主框架通过Profibus网连接14个ET200M,分别控制14个远程站。具体如下:
PLC302B与公共逻辑PLC303A之间连成MPI网,完成彼此之间的控制信号交换。
四个电磁溢流阀。
九个电磁溢流阀。
三个电磁溢流阀。
两个电磁溢流阀。
三个电磁溢流阀。
两个电磁溢流阀。
液压站的基本控制思想

操作方式
油箱装置:筒形结构,中间带隔板的不锈钢油箱,容积8000L。油箱上还装有液位信号器、温度开关、电加热器、空气滤清器等装置。
主工作泵装置:4台型号为A4VSO250DR的恒压变量轴向柱塞泵,3+1工作制
2的冷却器
2的冷却器
2的冷却器
2的冷却器
主框架包括模板如下:
GDM网接口模板
ET200M远程站包括模板如下:
工业以太网通讯模板连接到以太网上,完成与HMI的通讯。
接口模板上。
l 精轧机架的速度主令控制;
l 活套起、落套控制;
l 活套高度调节控制;
l 活套张力调节控制。
l 精轧区带钢头尾跟踪;
1 秒流量方程
1h1v1 = B2h2v2 = … = Bihivi = 常数
Bi――第i机架出口处带钢的宽度
i――第i机架出口处带钢的厚度
i――第i机架出口处带钢的速度
= 1, 2, 3, …,n
1v1 = h2v2 = … = hivi = 常数
i = Voi(1+fi)
Voi = hn*(1+fn) * Von /(hi*(1+fi))
fn―― 末机架的前滑值
i―― 第i机架的前滑值
oi―― 第i机架的轧辊线速度
on―― 末机架的轧辊线速度
秒流量方程仅仅适用于稳定轧制状态。在实际轧制过程中,要保持各机架的“秒流量”相等,会受到很多工艺因素制约,况且各工艺参数之间还存在比较复杂的关系。当对机架间活套进行调节时,各机架的秒流量便不再相等。2 轧机主速度设定
轧机主速度调节
i = △ViR+△ViAGC +△ViLC +△Vis
△ViR ―― 人工速度精调量
iAGC ―― AGC速度补偿量
iLC ―― 活套高度闭环调节量
is ―― 下游机架来的级联调节量
i表示第i机架〔i = 1 ~ (n-1)〕,n为末机架。末机架的速度作为基准值而不调节,调节时的级联方向是下游向上游机架进行,即所谓逆调。在实际控制过程中,每个控制周期均按照轧线的逆流方向逐机架计算级联量,以保证各机架级联调节信号无滞后地进入各机架速度输出中,以保证轧制过程的稳定性。
PLC302主要完成以下速度主令控制功能:
l 速度主令控制用于设定FE1、7个精轧机架的速度。
l 精轧机的速度分为咬入时穿带速度,升速完毕后的轧制速度以及抛钢速度。为了便于带钢顺利咬入,精轧机的穿带速度不宜太高。当穿带完毕,轧机升速,但此时的加速度应较小。当卷取机已经卷上带钢后进行第二次升速,此时的加速度可以选择较大。抛钢速度会影响带钢尾部是否出现摆动,所以在抛钢前,轧机速度应该降低到一个合适的抛钢速度。
l 精轧主操作台的主传动控制方式选择“自动”方式,精轧操作室HMI选择过程机投入(PSU ON)时,精轧机各机架的速度基准值由过程计算机设定; 选择过程机禁止(PSU OFF)时,精轧机各机架的速度基准值由HMI设定。
l 在轧制过程中,若一个机架的电机电流、速度达到限幅值,所有精轧机的速度按照速度主令控制系数应逐渐下降,每扫描周期下降2‰,下降至限幅状态消除;如果下降至速度基准值的85%,限幅状态仍未消除,则速度基准保持在原速度基准值的85%,同时给出报警信息。电流限幅达到信号在轧制本卷带钢过程中应一直保存并予以显示,且不允许轧机升速,直到轧完本卷带钢。在本架抛钢后后,若速度主令系数小于1时,自动恢复速度主令系数为1。
l 在轧制过程中,若一个使用的机架出现停车故障,则发出全线快停信号。
l 在轧制过程中,操作人员可通过8个微调操作开关使每个机架的速度在设定值的基础上调节±5%。操作人员通过键盘可将速度的微调量清零。“自动”方式下,微调操作开关用作精调;“手动”方式下,微调操作开关用作粗调。
l 在换辊后,为防止工作辊和支撑辊间产生打滑,升速过程要使用较慢的速度斜坡。
l 点动既可以单独点动,也可以联合点动,点动速度为最大速度的±10%,在联合点动时,相应机架及其上游机架同时点动运行。
PID算法计算。其公式为:
Er-调节控制量;
= Eia+ E(i+1)a×Vi/ V(i+1)
ia-本活套的偏差量
(i+1)a×Vi / V(i+1)-下游活套折算偏差量
i-速度基准值
, 2,3,4,5
l 带钢头部的跟踪可用于活套起套控制和打开测厚仪光闸的控制;
l 带钢尾部的跟踪可用于活套落套控制和关闭测厚仪光闸的控制。
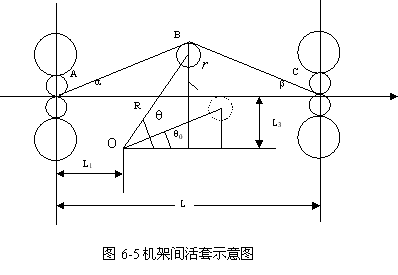
1:张力矩
2:活套支撑的带钢重量所产生的重力矩
3:活套自重不平衡力矩
a和b不能在线测量,需将其转换为对活套角q的表达式。
,3:活套支点到轧制线的高度;
q:活套角;R:活套臂长;r:活套辊半径;L:机架间间距;
B:带钢宽度;H:带钢厚度;g:带钢比重;
W:活套辊重力矩(活套辊重力与活套臂长之积)。
d的单位是kg/mm2。
l 手动、自动选择
l 单机架、联动选择
l 轧线区域工作(精轧区)正常/故障信号灯选择(不由PLC控制)
l 精轧机区域复位
l 精轧机急停及快停
l F1E、F1~F7的正反向点动
l F1E、F1~F7的增减速速度干预(手动方式下为粗调、自动方式下为精调)
l 自动确认
l 精轧机组的启动、与停止
l 机架选择(空过/使用)
l 速度复位,F1E、F1~F7速度微调清零
l 轧机的速度设定
l 活套L1~L6工作位置设定(度)
l F1E辊径、F1~F7工作辊、支撑辊辊径、垫板厚度输入(mm)
l 过程机数据设定功能使用/禁用
l F1E、F1~F7主传动装置合/分闸
l F1~F7主轴定位起动
l 轧机电流及速度棒图
l 速度调节量
l 机架是否使用
l 主传动是否准备好、合闸状态
l F1~F7速度、电流超限
l F1~F7咬钢、抛钢
l F1~F7工作辊径已接收
l 轧制力
l 机架选择,选择F1-F7空过/使用
l 轧机的速度设定
l 过程机数据设定允许
l 主传动是否准备好
l F1~F7电流超限
l F1~F7咬钢、抛钢
l 轧机电流及速度棒图
l 速度调节量
l 轧制力
控制系统PLC304采用西门子TDC控制器。系统配置F1E/F1 HAGC PLC304系统简图。
主框架包括模板如下:
GDM网接口模板
工业以太网通讯模板连接到以太网上,完成与HMI的通讯。
接口模板上。
l 精轧F1E侧压下位置控制
l F1机架轧辊平衡控制
l F1机架液压压下控制
l F1机架弯辊压力控制
l F1机架轧辊横移控制
l F1机架液压AGC控制

l F1~F7全部采用全液压HAGC,增加了压下的快速性,提高板厚的精度;
l F1~F7全部采用液压弯辊,以保证板形的精度;
l F1~F7全部采用液压轧辊平衡;
l F1~F7机架上设置工作辊轴向窜动HCW,上下工作辊在液压缸作用下轴向窜动;
1 液压APC
如图2-x所示。
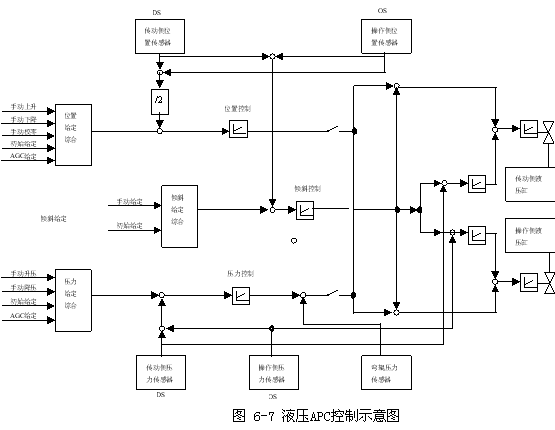
2 液压AGC

运行方式:
l LOCK-ON方式:以计算各机架头部平均厚度为目标厚度锁定各机架的轧制力和辊缝,进行自动厚度调节,追求同板差最小。
l HOLD方式:以前一块带钢头部锁定值作为本次锁定值进行本块带钢自动厚度调节。
控制方式:
压力AGC:
监控AGC:
死区值,不调节;
死区值,计算辊缝调节量△s:
允许辊缝调节量(一个采控周期内),仅调节Fi压下;否则,辊缝调节余量向上游机架分配。
负荷再分配
DAGC算法
动态设定型AGC(DAGC)是以在各种扰动作用下保持出口厚度恒定的充要条件,以压力AGC参数方程为基础推出的。DAGC的特点是响应速度快、稳定性好、调试操作十分简便。DAGC的参数方程正确反映了厚控过程规律,从而得出可变刚度公式,即动态设定型变刚度厚控方法,公式如下。
M:轧机刚度系数;
ΔPk :k时刻实测压力增量值;MC :当量刚度;C:可变刚度系数
其中: ΔSn :n步采样控制的辊缝值;
ΔPd :阶跃扰动压力值;
ΔKB : 控制系统的参数
计算Q的简化公式为:
![]()
![]() :i机架塑性系数;
:i机架塑性系数;
![]() :i机架压力设定值
:i机架压力设定值
![]() : i机架入口厚度;
: i机架入口厚度;
![]() :i机架出口厚度
:i机架出口厚度
。MC=∞、C=1、与BISRA方法相同。
C = M,则C = 0;MC = 0,则C = -M / Q,即可达到平整机特性。
DAGC相关的补偿功能
轧辊偏心补偿
125点,采集N = 125点轧制力:Px(0)、Px(1)、Px(2)…Px(n-1)。并先求出轧制压力的平均值,公式如下:
油膜轴承厚度补偿
。它的影响通过校正DAGC的辊缝信号实现补偿。油膜厚度与压力和速度关系:
一油膜厚度;N一轧辊转数;P一轧制压力;a、b一常数。
![]() 、N、P可测,用压靠法改变机械辊缝和转数的实验就可以得出轧机的a、b常数。
、N、P可测,用压靠法改变机械辊缝和转数的实验就可以得出轧机的a、b常数。
轧辊热凸度和磨损变化的补偿
弯辊力补偿
轧机刚性补偿
=0为全辊面测量时的轧机刚度值。
尾部补偿
t 。
t=Kt△h
t为调节增益,由张力对厚度的影响关系计算。△h为压尾时刻Fi-1机架带钢估算增加的厚度。
i-1机架时,对应于Fi机架的压下量△St为:
t=![]() △ht
△ht
加减速补偿
流量补偿
H一入口厚度;h一出口厚度;
f一前滑;i一机架序号。
![]()
ij系数由过程机在轧制规程确定后,进行直接计算。
)
l “自动/手动”方式选择
l 自动方式接收
l “正常轧制/换支撑辊/换工作辊/调平”工作状态选择
l 压下清零请求
l 定位命令(辊缝设定)
l 换辊ON
l 精轧区域复位
l 区域F1-F7复位
l 区域F1-F7封锁
l 主控/就地选择
l 设定辊缝
l 压下系统就绪
l 进行辊缝定位
l 正在清零、清零完成
l 清零故障
l 自动方式接收
l 设定的辊缝值
l 实际辊缝值
过程机上的相关指示有:
l 压下系统就绪
l 清零完成
l 压下自动PSU控制允许
l 实际辊缝值
系统配置见附图一:层流冷却PLC311系统简图。
主框架包括模板如下:
GDM网接口模板
工业以太网通讯模板连接到以太网上,完成与HMI的通讯。
接口模板上。
机架组后层流冷却装置有以下功能:
l 将出精轧机组的轧件温度迅速冷却下来、便于卷取
l 精确控制冷却速度和卷取温度从而控制轧件性能
l 减小或克服轧件头尾及横向的温度不均、保证性能的均匀性
a)b)
c)
![]()
带钢头部移动过程中的冷却水顺序打开和带钢尾部移动过程中的冷却水顺序关断控制;
侧喷水和垂直喷射水开关控制;
空气吹扫阀开关控制;
层流冷却精调段反馈控制;
在此种工作方式下,由基础自动化完成带钢的头尾跟踪、反馈和精轧机抛钢后的前馈控制功能。
l 机旁控制箱安装于现场高位水箱处。每个机旁控制箱内部安装一个ET200M远程站,用于现场信号的检测及控制。
卷取区工艺
卷取区基础自动化系统配置
PLC401:1#地下卷取机控制
PLC402:2#地下卷取机控制
PLC403:3#地下卷取机控制 (预留)
PLC404:卷取机公共逻辑控制
PLC405:运输链控制
控制器,它们:
l 通过CP52A0模板连接到GDM网,完成精轧区与卷取区间的快速数据交换;
l 通过以太网卡连接到以太网,完成与其它PLC的数据交换及HMI的数据交 换;
l 通过PROFIBUS-DP网卡连接远程ET200M,完成现场操作信号、检测信号的采集及现场设备的控制;
l 通过PROFIBUS-DP网卡连接传动装置,完成与传动装置的数据交换。
l PLC404、PLC405采用S7-400 PLC,它们:
l 通过以太网卡连接到以太网,完成与其它PLC的数据交换及HMI的数据交换;
l 通过PROFIBUS-DP网卡连接远程ET200M,完成现场操作信号、检测信号 的采集及现场设备的控制;
l 通过PROFIBUS-DP网卡连接传动装置,完成与传动装置的数据交换。
,远程站通过Profibus-DP网同主站进行数据交换。
主站TDC框架模板配置:
GDM网接口模板
主站TDC框架网络结构:
l 通过CP52A0连接GDM网,完成PLC401与其它TDC间的快速数据交换;
l 通过CP5100连接工业以太网,完成PLC401与其它PLC的数据交换及HMI的数据交换;
l 通过CP50M0网卡连接远程ET200M,完成PLC401对现场操作信号、检测信号的采集及
l 现场设备的控制;
l 通过CP5100网卡连接传动装置,完成与传动装置的数据交换。
ET200M远程站包括模板如下:
l 401J1:安装于1#卷取机旁,用于现场信号的检测和现场阀的控制;
l 401J2:安装于1#卷取机旁,用于现场信号的检测和现场阀的控制;
l 401J3:安装于1#卷取机旁,用于1#卷取机的现场操作;
l CMD1:安装于卷取操作室,用于1#卷取机的操作;
l 1#~5# 热输出辊道
l 1#夹送辊前辊道
l 1#夹送辊的上辊
l 1#夹送辊的下辊
l 1#卷取机
l 1#卷取机的1#助卷辊
l 1#卷取机的2#助卷辊
l 1#卷取机的3#助卷辊
,远程站通过Profibus-DP网同主站进行数据交换。
主站TDC框架模板配置:
GDM网接口模板
主站TDC框架网络结构:
l 通过CP52A0连接GDM网;完成PLC402与其它TDC间的快速数据交换;
l 通过CP5100连接工业以太网;完成PLC402与其它PLC的数据交换及HMI的数据交换;
l 通过CP5100网卡连接远程ET200M,完成PLC402对现场操作信号、检测信号的采集及现场设备的控制;
l 通过CP5100网卡连接传动装置,完成与传动装置的数据交换。
ET200M远程站包括模板如下:
l 402J1:安装于2#卷取机旁,用于现场信号的检测和现场阀的控制;
l 402J2:安装于2#卷取机旁,用于现场信号的检测和现场阀的控制;
l 402J3:安装于2#卷取机旁,用于2#卷取机的现场操作;
l CMD2:安装于卷取操作室,用于2#卷取机的操作;
l 卷取机上辊道
l 2#夹送辊前辊道
l 2#夹送辊的上辊
l 2#夹送辊的下辊
l 2#卷取机
l 2#卷取机的1#助卷辊
l 2#卷取机的2#助卷辊
l 2#卷取机的3#助卷辊
l 热输出辊道及卷取机上辊道控制
l 1#、2#卷取机的选择控制
l 1#、2#卷取机逻辑,顺序和操作控制
l 1#、2#卷取机辊道,夹送辊,卷筒,助卷辊速度控制
l 1#、2#卷取机侧导板位置控制与短行程控制
l 1#、2#卷取机夹送辊位置控制与压力控制
l 1#、2#卷取机助卷辊位置控制与压力控制
l 1#、2#卷取机张力控制
l 1#、2#卷取机卷径计算
l 1#、2#卷取机尾部定位控制
l 1#、2#卷取机助卷辊踏步控制
l 1#、2#卷取机卷筒涨缩控制
l 每段辊道的启动、停止
l 每段辊道的正转、反转
l 带钢头部到达卷取机之前,卷取辊道速度将超前精轧末机架速度运行;
l 带钢咬入卷取机后,卷取辊道速度立即与精轧末机架速度同步运行;
l 带钢尾部离开精轧末机架时,卷取辊道的速度将滞后卷取速度运行;
l 带钢尾部离开每组卷取辊道时,该组辊道立即恢复到原设定的速度。
自动位置控制(APC)原理

图 7-错误!未定义书签。 APC 控制系统框图
7-1所示。控制算法根据每个扫描周期检测到的位置实际值与目标位置之间的偏差ΔS=Sx-S1(目标值-实际值),给出被控对象传动系统的速度基准值Vref, 与开口度偏差ΔS的关系为:
ref的极性,K的大小也可根据ΔS的大小分段调整,并且使用极限特性和死区特性。
l 位置误差△S>△S1,(△S1 为减速点)Vref= Vmax,传动系统按最大速度运行;
l 位置误差△S2<△S<△S1, 传动系统按平方根曲线![]() 减速;
减速;
l 位置误差△S2>△S,(△S2 为死区)△S→0时,被控对象在控制系统作用下接近目标值。由于系统开环增益迅速增加,难于稳定地无超调地达到目标位置。为此,应使Vref=0,动作抱闸,使被控对象停止在定位误差允许的范围内。

图 7-错误!未定义书签。 APC输出示意图
侧导板控制
降低卷取塔形,稳定和提高卷取质量。
² 传动侧侧导板单独打开、关闭
² 操作侧侧导板单独打开、关闭
² 传动侧和操作侧侧导板同时打开、关闭
² 预设定开口度控制
² 短行程控制
² 压力控制
W:带钢宽度;S:短行程距离,LSG:侧导板的开口度
LDS:传动侧侧导板的开口度;LOS:操作侧侧导板的开口度
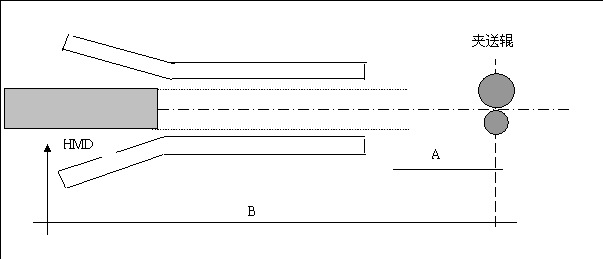
图 7-错误!未定义书签。 侧导板短行程控制示意图
² 开口度设定![]() ,在带钢到达之前,侧导板自动定位到该位置。
,在带钢到达之前,侧导板自动定位到该位置。
² 当侧导板喇叭口处的热金属检测器HMD检测到带钢头部时,作一适当延时,延时时间为 [T=(B-A)/V],延时到之后发出侧导板短行程关闭指令,保证带钢未进入夹送辊前,将带钢对中。此时,带钢头部尚未进入夹送辊。参见图 7-3
V:带钢运行的速度;T:HMD检测到头部后,侧导板发出短行程命令的时间
² 在夹送辊咬入带钢后,若侧导板压力控制未投入,由操作员手动干预两侧同时减小开口度,直到带钢边缘拉出轻微火花;若压力控制投入,则自动关闭侧导板,进行压力控制。
² 当热金属检测器HMD检测到带钢尾部时,为保证带尾顺利进入卷取机,侧导板开口度变为![]() (式中C为常数),侧导板自动定位到该位置。
(式中C为常数),侧导板自动定位到该位置。
² 夹送辊抛钢后,开口度为![]() ,准备接收下一块钢。
,准备接收下一块钢。
² 预设定开口度 ![]() ,侧导板自动完成定位控制。
,侧导板自动完成定位控制。
C:常数; LSG:侧导板的开口度
² 让头: 当1#侧导板喇叭口处的热金属检测器检得带钢头部时,作一适当延时[T=(B-A)/V],发出1号侧导板短行程关闭指令。
² 2号侧导板仍然按自身控制逻辑控制,这样,就弥补了2号侧导板喇叭口较短的固有缺陷,比较好的控制了2号卷取机的卷形。
² 1号夹送辊抛钢后,1号侧导板恢复其自身的控制。
² 当过程计算机侧导板设定功能投入时,其压力值由过程机设定;
² 当过程计算机侧导板设定功能未投入时,其压力设定值由操作员在HMI上设定。
由液压缸来驱动,通过伺服阀完成对上夹送辊的位置控制和的压力控制。
辊的速度控制有自动模式和手动模式。
l 上、下夹送辊的选择
l 夹送辊的正、反转
辊咬入带钢之前到带尾离开夹送辊,夹送辊的速度控制存在多种方式,夹送辊速度的超前率、滞后率可以由操作工在HMI上设定。
l 当带钢未到达夹送辊,夹送辊超前带钢的速度运行;
l 当带钢头部进入夹送辊,由于超前率的作用,精轧末机架和夹送辊之间将建立张力;
l 当带钢缠绕在卷取机并且在卷筒建张后,夹送辊同步带钢的速度运行;
l 当带钢离开精轧末机架,夹送辊滞后带钢的速度运行;
l 当带钢离开夹送辊,夹送辊又以设定的超前率运行。
辊的速度控制和热输出辊道相同。
辊的升降由一个液压缸驱动,通过控制伺服阀来驱动液压缸进行夹送辊的辊缝调节,液压缸内装有位移传感器用于夹送辊的位置检测。
辊的辊缝调节有手动方式和自动方式
辊的辊缝进行调节。
辊自动完成定位控制。自动方式下,辊缝的设定值可以由下两种途径:
l 当过程计算机夹送辊设定功能投入时,其辊缝设定值由过程机设定;
l 当过程计算机夹送辊设定功能未投入时,其辊缝设定值由操作工在HMI设定;
l 当过程计算机夹送辊设定功能投入时,其压力值由过程机设定;
l 当过程计算机夹送辊设定功能未投入时,其压力设定值由操作员在HMI上设定。
l 当侧导板前的HMD检测到带钢头部后,上夹送辊延时压下;
l 当带钢进入夹送辊后,夹送辊从位置控制转换为压力控制;
l 当卷筒建张后,夹送辊的压力控制取消,转换为位置控制,且上夹送辊抬起;
l 当精轧F5机架抛钢后,上夹送辊压下,由位置控制转换为压力控制;
l 当夹送辊抛钢后,上夹送辊抬起。
辊的上辊抬起,不参与压力控制。
卷取机有三个助卷辊,定义为1#、2#、3#助卷辊。每个助卷辊由一台电机传动,控制助卷辊的速度。每个助卷辊安装在一个可绕枢轴转动的支架上,以保证在卷钢过程中助卷辊的转动不受限制,助卷辊的支架由一个液压缸来驱动,通过伺服阀完成对助卷辊的位置控制和的压力控制。当头部进入卷取机时,为防止带钢与助卷辊的冲击,损害带钢头部,造成事故和减少成材率和消除头部压痕,配置了助卷辊的自动跳跃控制。助卷辊机械结构如下:

图 7-错误!未定义书签。 助卷辊机械结构图
助卷辊速度控制
l 助卷辊的选择
l 助卷辊的正、反转
l 当带钢未到达卷取机,助卷辊超前卷取的速度运行
l 当带钢缠绕在卷取机,助卷辊同步卷取的速度运行
l 当带钢离开精轧末机架,助卷辊滞后卷取的速度运行
助卷辊辊缝调节
l 当过程计算机助卷辊设定功能投入时,其辊缝设定值由过程机设定;
l 当过程计算机助卷辊设定功能未投入时,其辊缝设定值由操作工在HMI设定;
助卷辊压力控制
l 当过程计算机助卷辊设定功能投入时,其压力值由过程机设定;
l 当过程计算机助卷辊设定功能未投入时,其压力设定值由操作员在HMI上设定。
助卷辊自动跳跃控制(AJC)

图 7-AJC控制顺序图
步1:带钢头部进入夹送辊,所有助卷辊调整到预设定位置,其中助卷辊1预设定间隙值为带钢厚度的1.5倍,助卷辊2和3间隙值稍稍大于带钢厚度,首圈三个助卷辊辊缝逐步减小以利带钢顺利卷取。
步2:带头进入激光检测器,带头校准,增强踏步控制可靠性。
步3:带头通过助卷辊1,当助卷辊未探测到压力变化时仍为预设定位置控制,当助卷辊探测到压力变化时采用压力控制,同时校准带头位置。
步4:带头通过助卷辊2,同步3。
步5:带头通过助卷辊3,同步3。
步6:完成首卷。当带头距助卷辊1一定距离时,启动助卷辊1踏步控制,当带头到达助卷辊1时踏步完成。其辊缝值为带钢厚度+带钢安全距离(调试时确定),其方法有二,其一是传统方法,利用高性能位置调节器调节到踏步位,一般达不到期望的稳定性和误差范围,其二最近采用行之有效的方法是前馈调节阀命令同时适度调节位置调节器实现踏步,由于设备固有频率较低(<=20Hz),将采用一些补偿方法和增强稳定性方法及优化方法。
步7:带头通过助卷辊1。助卷辊控制转变进入压力闭环控制,帮助卷取给顺利卷取。
步8:带钢完成助卷辊1踏步控制,带头接近助卷辊2。当带头到达助卷辊1后一定距离时,助卷辊2踏步控制启动,过程同6。
步9:带钢通过助卷辊2且完成助卷辊2踏步控制。过程同7。
步10:带头通过助卷辊2距助卷辊3一定距离时,启动助卷辊3踏步控制.过程同6。
步11:带钢通过助卷辊3并完成助卷辊3踏步控制。过程同7。
重复步6-11直至张力建立。
步12:卷取张力建立后,助卷辊1退到最大外径位置,起压尾作用,助卷辊2和助卷辊3复位到初始位置。
卷取机卷筒控制
卷筒速度控制
l 在带钢头部未到达精轧末机架时,卷筒以等待速度运行(大约等于精轧末机架抛钢后带钢的最大速度的10%);
l 在带钢头部离开精轧末机架,卷筒以设定的超前带钢的速度运行;
l 当带钢缠绕在卷筒上,并且卷筒负荷信号产生后,卷筒将从速度控制方式转换为张力控制方式;
l 夹送辊抛钢后,卷筒失张,又变为速度控制,此时尾部自动定位功能投入,直至带尾准确定位,卷筒电机停止运行;
l 卸卷小车将带卷从卷取机中运走,卷筒电机启动到达等待速度,等待下根带钢的到来。
卷筒的涨缩控制
l 带钢未到达卷取机,卷筒处于欠涨状态;
l 当带钢在卷筒上缠绕到一圈半时,卷筒开始膨胀;
l 当带钢的张力建立,卷筒停止膨胀;
l 当卷取完毕,由卸卷小车托住钢卷后,卷筒收缩,进行卸卷。
卷径计算
h,测量与该角度相对应的带钢长度,即可计算出钢卷的卷径。
钢卷卷径按下列公式计算:
D = 2L/αh
其中:
αh表示在卷取机卷筒上的旋转角度(以弧度表示)
D表示钢卷卷径
L表示与αh相对应的带钢长度
张力计算
带钢张力矩的计算公式如下:
Mz = F × D / 2i
其中:
Mz表示张力矩
F表示张力设定值
带钢张力设定值由操作站自动预设定,操作人员也可以修改。
带钢弯曲力矩的计算接下列公式求得:
其中:Mb表示弯曲力矩;h表示带钢厚度;δy表示屈服系数;L表示带钢宽度
由线速度变化和卷径变化决定的加速力矩计算公式如下:
其中:
K1表示固定部分的转动惯量系数
K2、K3表示取决于卷径变化的变化部分的转动惯量系数
L表示带钢宽度
D表示钢卷卷径
系数K1、K2、K3在机组调试期间可以作一些调整,并最后确定。
钢卷的转动惯量由下列公式计算:
其中:
B表示带钢宽度
ρ表示钢的比重
D0表示卷筒的胀开直径
K表示转动惯量计算修正系数
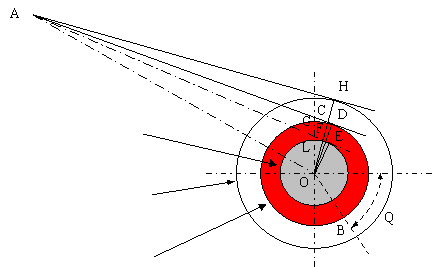
![]()
![]()
![]()
图 7-错误!未定义书签。 卷取尾部定位示意图
A点到B点的带钢长度L,为
![]() × i × P0
× i × P0
¾ 实际卷径
¾ 传动比
0 ¾ 脉冲数/圈
卸卷小车升降控制
卸卷小车平移控制
卸卷小车控制方式
l 卸卷小车的上升、下降
l 卸卷小车的前进、后退
操作台
l 热输出辊道手动、自动选择,
l 热输出辊道正、反转,
l 1#卷取机侧导板打开、关闭
l 1#卷取机夹送辊上辊上升、下降
l 1#卷取机夹送辊上辊正转、反转
l 1#卷取机正转、反转
l 1#卷取机助卷辊正转、反转
l 1#卷取机助卷辊抱拢、打开
l 1#卷取机卷筒膨胀、收缩
l 1#卷取机卸卷小车前进、后退、上升、下降
l 1#卷取机手动、自动选择
l 卷取机上辊道正、反转,
l 2#卷取机侧导板打开、关闭
l 2#卷取机夹送辊上辊上升、下降
l 2#卷取机夹送辊上辊正转、反转
l 2#卷取机正转、反转
l 2#卷取机助卷辊正转、反转
l 2#卷取机助卷辊抱拢、打开
l 2#卷取机卷筒膨胀、收缩
l 2#卷取机卸卷小车前进、后退、上升、下降
l 2#卷取机手动、自动选择
l 卷取公共逻辑机旁控制箱1个,用于对现场信号进行监控;
l 卷取液压站机旁操作箱2个,用于对该液压站进行就地操作,同时对站内信号进行监控;
l 1#运输链液压站机旁操作箱2个,用于对该液压站进行就地操作,同时对站内信号进行监控;
l 2#运输链液压站机旁操作箱2个,用于对该液压站进行就地操作,同时对站内信号进行监控;
l 卷取润滑站机旁操作箱1个,用于对该润滑站进行就地操作,同时对站内信号进行监控;
l 各个站的MCC柜旁均设1个(共4个)机旁控制箱,用于对MCC柜进行监控。
l 卷取液压站:6台主泵、2台循环泵、4台电加热器、一个电磁水阀及六个电磁溢流阀。
l 1#运输链液压站:8台主泵、2台循环泵、6台电加热器、一个电磁水阀及八个电磁溢流
l 阀。
l 2#运输链液压站:5台主泵、2台循环泵、4台电加热器、一个电磁水阀及五个电磁溢流
l 阀。
l 卷取润滑站:2台工作泵、两个电磁溢流阀。
各液压站的基本控制思想
各液压站的基本控制思想如下框图

图 7-错误!未定义书签。 液压站本体控制逻辑图
操作方式
泵的工作/备用选择
机旁操作箱的控制
卷取操作室HMI的操作
油箱装置
循环泵装置
油用冷却器
滤油器
各种液压控制阀,检测仪表及阀组块
油箱装置
主工作泵装置
蓄能器装置
循环泵装置
油用冷却器
滤油器
各种液压控制阀,检测仪表及阀组块
1#运输链液压站机旁操作箱
油箱装置
主工作泵装置
蓄能器装置
循环泵装置
油用冷却器
滤油器
各种液压控制阀,检测仪表及阀组块
2#运输链液压站机旁操作箱
油箱装置
泵装置
滤油器
冷却器
2的冷却器
卷取润滑站机旁操作箱
,远程站通过Profibus-DP网同主站进行数据交换。
主站S7-400框架模板配置:
:工业以太网通讯模板
:Profibus网通讯模板
主站S7-400框架网络结构:
l 通过Ethernet card连接工业以太网;完成PLC401与其它PLC的数据交换及HMI的数据交换;
l 通过PROFIBUS-DP网卡连接远程ET200M,完成PLC401对现场操作信号、检测信号的采集及现场设备的控制;
l 通过PROFIBUS-DP网卡连接传动装置,完成与传动装置的数据交换。
ET200M远程站包括模板如下:
l 405J1:用于钢卷运输系统现场信号的检测和现场阀的控制;
l 405J2:用于钢卷运输系统现场信号的检测和现场阀的控制;
l 405J3:用于钢卷运输系统现场信号的检测和现场阀的控制;
l 405J4:用于钢卷运输系统现场操作;
l 405J5:用于钢卷运输系统现场操作;
l 405J6:用于钢卷运输系统现场操作;
l 405J7:用于钢卷运输系统现场操作;
l 快速链
l 1#慢速链
l 2#慢速链

图 7-错误!未定义书签。 钢卷运输系统设备布置图
l 步进梁运输机的控制
l 快速链、慢速链的控制
l 升降机的控制
l 1#步进梁:用于将1#卷取机卷取完成的钢卷运送到快速运输链上;
l 2#步进梁:用于将2#卷取机卷取完成的钢卷运送到快速运输链上;
l 3#步进梁:用于将3#卷取机卷取完成的钢卷运送到快速运输链上(预留);
l 4#步进梁:用于将快速运输链上需要检查的钢卷运送到钢卷检查线;
l 5#步进梁:用于将快速运输链上的钢卷运送到提升机上;
l 6#步进梁:用于将提升机上的钢卷运送到称重台架上,并在此步进梁进行打捆、喷印;
l 7#步进梁:用于将称重台架上的钢卷运送到1#固定台架上;
l 8#步进梁:用于将1#固定台架上的钢卷运送到2#固定台架上;
l 9#步进梁:用于将2#固定台架上的钢卷运送到1#慢速链上,并由1#慢速链送到第一钢卷 库内存放;
l 10#步进梁:用于将1#固定台架上的钢卷运送到3#固定台架上;
l 11#步进梁:用于将3#固定台架上的钢卷运送到2#慢速链上,并由2#慢速链送到第二钢卷库内存放;
² 步进梁在上升、下降过程中横移缸不能动作
² 步进梁在前进、返回过程中升降缸不能动作
² 步进梁的上升、下降、前进、后退单步动作
² 步进梁步进一周
l 快速链:用于将卷取完成后的钢卷运送到5#步进梁;
l 1#慢速链:用于将9#步进梁的钢卷送到第一钢卷库内存放;
l 2#慢速链:用于将11#步进梁的钢卷送到第二钢卷库内存放;
操作台
l 1#~11#步进梁的上升、下降、前进、后退单步动作
l 1#~11#步进梁的步进一周
l 快速链的正、反转
l 提升机的上升、下降
l 1#慢速链的正、反转
l 2#慢速链的正、反转
现场操作箱
l 1#现场操作箱控制设备:1#~5#步进梁、快速链
l 2#现场操作箱控制设备:提升机、6#~7#步进梁
l 3#现场操作箱控制设备: 8#~9#步进梁、1#慢速链
l 3#现场操作箱控制设备: 10#~11#步进梁、2#慢速链
l PLC机柜(包括PLC电源柜):31个
l 操作台:11个
l 机旁操作箱:33个
l 计算机终端台:19个
网络连到PLC主机;而对于重要的操作如急停、锁定及一些快速性要求较高的信号将通过硬线直接连到主电室PLC的框架上。
网络连到PLC主机。
序号
PLC 柜 名
位置代号
柜内主要设备
尺寸(W×D×H)
安装位置
1
加热炉区电源柜
+PWR100
20kVA变压器一只
800×800×2200
主电室
2
加 热 炉
公共逻辑控制
+PLC101
S7-400 PLC一套
800×800×2200
主电室
3
1#加热炉燃烧控制
(凤凰公司提供)
+PLC102
S7-400 PLC一套
800×800×2200
主电室
4
2#加热炉燃烧控制
(凤凰公司提供)
+PLC103
S7-400 PLC一套
800×800×2200
主电室
5
3#加热炉燃烧控制
(预 留)
+PLC104
S7-400 PLC一套
800×800×2200
主电室
6
粗轧区电源柜
+PWR200
20kVA变压器一只
800×800×2200
主电室
7
粗 轧 区
公共逻辑控制
+PLC201A
S7-400 PLC一套
800×800×2200
主电室
粗轧区介质控制
+PLC201B
S7-400 PLC一套
800×800×2200
主电室
8
粗轧E1/R1
速度主令控制
+PLC202
S7-400 PLC一套
800×800×2200
主电室
9
粗轧E2/R2
速度主令控制
+PLC203
S7-400 PLC一套
800×800×2200
主电室
10
粗轧E1 & E2
AWC控制
+PLC204
SIMATIC TDC一套
800×800×2200
主电室
11
粗轧R2
HAGC压下控制
+PLC205
SIMATIC TDC一套
800×800×2200
主电室
12
精轧区电源柜
+PWR300
20kVA变压器一只
800×800×2200
主电室
13
精轧区电源柜
+PWR301
20kVA变压器一只
800×800×2200
主电室
14
精轧区电源柜
+PWR302
20kVA变压器一只
800×800×2200
主电室
15
飞剪控制
+PLC301
S7-400 PLC一套
800×800×2200
主电室
16
精轧公共逻辑控制
+PLC302A
S7-400 PLC一套
800×800×2200
主电室
精轧介质控制
+PLC302B
S7-400 PLC一套
800×800×2200
主电室
17
精轧速度主令
及活套控制
+PLC303
SIMATIC TDC一套
800×800×2200
主电室
18
精轧F1/E
及F1 HAGC控制
+PLC304
SIMATIC TDC一套
800×800×2200
主电室
19
精轧F2 HAGC控制
+PLC305
SIMATIC TDC一套
800×800×2200
主电室
20
精轧F3 HAGC控制
+PLC306
SIMATIC TDC一套
800×800×2200
主电室
21
精轧F4 HAGC控制
+PLC307
SIMATIC TDC一套
800×800×2200
主电室
22
精轧F5 HAGC控制
+PLC308
SIMATIC TDC一套
800×800×2200
主电室
23
精轧F6 HAGC控制
+PLC309
SIMATIC TDC一套
800×800×2200
主电室
24
精轧F7 HAGC控制
+PLC310
SIMATIC TDC一套
800×800×2200
主电室
25
层流冷却控制
+PLC311
SIMATIC TDC一套
800×800×2200
主电室
26
精轧区电源柜
+PWR400
20kVA变压器一只
800×800×2200
主电室
27
1#地下卷取机控制
+PLC401
SIMATIC TDC一套
800×800×2200
主电室
28
2#地下卷取机控制
+PLC402
SIMATIC TDC一套
800×800×2200
主电室
29
3#地下卷取机控制
+PLC403
SIMATIC TDC一套
800×800×2200
主电室
30
卷取公共逻辑控制
+PLC404
S7-400 PLC一套
800×800×2200
主电室
31
运输链控制
+PLC405
S7-400 PLC一套
800×800×2200
主电室
表8-1 建龙1780热轧基础自动化控制系统机柜一览表
l 炉前操作室:1CS,位于入炉辊道外侧;
l 炉后操作室:2CS,位于出炉辊道外侧;
l 粗轧区操作室:3CS,位于轧线操作侧,靠近E2轧机;
l 精轧区操作室:4CS,位于轧线操作侧,靠近精轧机组;
l 卷取区操作室:5CS,位于轧线操作侧,面对1~3号卷取机。
序号
操作台名
位置代号
主 要 操 作 内 容
尺寸(W×D×H)
安装位置
1
加热炉前操作台
+FAD1
加热炉入口设备操作
1200×800×988
1CS
2
加热炉后操作台
+FED1
加热炉出口设备操作
1200×800×988
2CS
3
粗轧操作台
+RMD1
粗轧区设备操作
1200×800×988
3CS
4
粗轧操作台
+RMD2
粗轧区设备操作
1200×800×988
3CS
5
飞剪操作台
+FMD1
飞剪有关设备操作
1200×800×988
4CS
6
精轧操作台1
+FMD2
精轧速度、活套操作
1200×800×988
4CS
7
精轧操作台2
+FMD3
精轧压下操作
1200×800×988
4CS
8
精轧操作台3
+FMD4
精轧有关设备操作
1200×800×988
4CS
9
卷取操作台1
+DCD1
1#卷取机设备操作
1200×800×988
5CS
10
卷取操作台2
+DCD2
2#卷取机设备操作
1200×800×988
5CS
11
运输链操作台
+DCD6
运输链区设备操作
1200×800×988
5CS
表8-2 建龙1780热轧基础自动化控制系统操作台一览表(初步)
序号
终 端 台 名 称
位置代号
功 能
尺寸(W×D×H)
安装位置
1
炉前操作室
计算机终端台
+FHD3
摆放加热炉区
HMI服务器
1000×800×800
1CS
2
炉前操作室
计算机终端台
+FHD2
摆放HMI
1000×800×800
1CS
3
炉后操作室
计算机终端台
+FED2
摆放HMI
1000×800×800
2CS
4
粗轧操作室
计算机终端台1
+RMD7
摆放粗轧区
HMI服务器
1000×800×800
3CS
5
粗轧操作室
计算机终端台2
+RMD3
摆放HMI
1000×800×800
3CS
6
粗轧操作室
计算机终端台3
+RMD4
摆放HMI
1000×800×800
3CS
7
粗轧操作室
计算机终端台4
+RMD5
摆放HMI
1000×800×800
3CS
4
粗轧操作室
计算机终端台5
+RMD6
摆放HMI
1000×800×800
3CS
5
精轧操作室
计算机终端台1
+FMD10
摆放精轧区
HMI服务器
1000×800×800
4CS
6
精轧操作室
计算机终端台2
+FMD3
摆放HMI
1000×800×800
4CS
7
精轧操作室
计算机终端台3
+FMD4
摆放HMI
1000×800×800
4CS
8
精轧操作室
计算机终端台4
+FMD5
摆放HMI
1000×800×800
4CS
9
精轧操作室
计算机终端台5
+FMD6
摆放HMI
1000×800×800
4CS
10
精轧操作室
计算机终端台6
+FMD7
摆放HMI
1000×800×800
4CS
11
精轧操作室
计算机终端台7
+FMD8
摆放HMI
1000×800×800
4CS
12
卷取操作室
计算机终端台1
+DCD8
摆放卷取区
HMI服务器
1000×800×800
5CS
13
卷取操作室
计算机终端台2
+DCD3
摆放HMI
1000×800×800
5CS
14
卷取操作室
计算机终端台3
+DCD4
摆放HMI
1000×800×800
5CS
15
卷取操作室
计算机终端台4
+DCD5
摆放HMI
1000×800×800
5CS
16
卷取操作室
计算机终端台5
+DCD7
摆放HMI
1000×800×800
5CS
17
主电室
计算机终端台1
+MCD1
摆放HMI
(粗轧)
1000×800×800
控制室
18
主电室
计算机终端台2
+MCD2
摆放HMI
(精轧)
1000×800×800
控制室
19
主电室
计算机终端台3
+MCD3
摆放HMI
(卷取)
1000×800×800
控制室
表8-3 建龙1780热轧基础自动化控制系统HMI终端台一览表(初步)
序号
机旁操作箱名称
位置代号
主 要 操 作 内 容
大小(W×D×H)
建议安装位置
1
E1机旁操作箱
+201AJ1
E1换辊操作和显示
视操作内容而定
E1操作侧
2
R1机旁操作箱
+201AJ2
R1换辊操作和显示
视操作内容而定
R1操作侧
3
E2机旁操作箱
+201AJ3
E2换辊操作和显示
视操作内容而定
E2操作侧
4
R2机旁操作箱
+201AJ4
R2换辊操作和显示
视操作内容而定
R1操作侧
5
粗轧液压站
机旁操作箱
+201BJ1
液压站内泵组的起停
视操作内容而定
粗 轧
液压站内
6
粗轧AWC液压站机旁操作箱1
+201BJ2
液压站内泵组的起停
视操作内容而定
粗轧AWC
液压站内
7
粗轧AWC液压站机旁操作箱2
+201BJ3
液压站内泵组的起停
视操作内容而定
粗轧AWC
液压站内
8
粗轧AWC液压站机旁操作箱3
+201BJ4
液压站内泵组的起停
视操作内容而定
粗轧AWC
液压站内
9
粗轧1#稀油润滑站机旁操作箱
+201BJ5
1#稀油润滑站
泵组的起停
视操作内容而定
1#稀油
润滑站内
10
粗轧2#稀油润滑站机旁操作箱
+201BJ6
1#稀油润滑站
泵组的起停
视操作内容而定
1#稀油
润滑站内
11
高压水泵站
机旁操作箱1
+201BJ7
高压水泵站
泵组的起停
视操作内容而定
高压水
泵站内
12
高压水泵站
机旁操作箱2
+201BJ8
高压水泵站
泵组的起停
视操作内容而定
高压水
泵站内
13
飞剪机旁操作箱
301J2
飞剪机旁操作
视操作内容而定
飞剪机旁
14
F1E轧机
机旁操作箱
+302AJ1
F1E机旁换辊操作
视操作内容而定
精轧机组
操作侧
15
F1轧机
机旁操作箱
+302AJ2
F1机旁换辊操作
侧导板、活套
视操作内容而定
精轧机组
操作侧
16
F2轧机
机旁操作箱
+302AJ3
F2机旁换辊操作
侧导板、活套
视操作内容而定
精轧机组
操作侧
17
F3轧机
机旁操作箱
+302AJ4
F3机旁换辊操作
侧导板、活套
视操作内容而定
精轧机组
操作侧
18
F4轧机
机旁操作箱
+302AJ5
F4机旁换辊操作
侧导板、活套
视操作内容而定
精轧机组
操作侧
19
F5轧机
机旁操作箱
+302AJ6
F5机旁换辊操作
侧导板、活套
视操作内容而定
精轧机组
操作侧
20
F6轧机
机旁操作箱
+302AJ7
F6机旁换辊操作
侧导板、活套
视操作内容而定
精轧机组
操作侧
21
F7轧机
机旁操作箱
+302AJ8
F7机旁换辊操作
侧导板、活套
视操作内容而定
精轧机组
操作侧
22
精轧液压站
机旁操作箱
+302BJ1
液压站内泵组的起停
视操作内容而定
精 轧
液压站内
23
精轧HAGC液压站机旁操作箱1
+302BJ2
液压站内泵组的起停
视操作内容而定
精轧AGC
液压站内
24
精轧HAGC液压站机旁操作箱2
+302BJ3
液压站内泵组的起停
视操作内容而定
精轧AGC
液压站内
25
精轧HAGC液压站机旁操作箱3
+302BJ4
液压站内泵组的起停
视操作内容而定
精轧AGC
液压站内
26
精轧1#稀油润滑站机旁操作箱
+302BJ5
1#稀油润滑站
泵组的起停
视操作内容而定
1#稀油
润滑站内
27
精轧2#稀油润滑站机旁操作箱
+302BJ6
2#稀油润滑站
泵组的起停
视操作内容而定
2#稀油
润滑站内
28
精轧3#稀油润滑站机旁操作箱
+302BJ7
3#稀油润滑站
泵组的起停
视操作内容而定
3#稀油
润滑站内
29
精轧4#稀油润滑站机旁操作箱
+302BJ8
4#稀油润滑站
泵组的起停
视操作内容而定
4#稀油
润滑站内
30
1# DWC
机旁操作箱
+401J3
1# DWC设备操作
视操作内容而定
1# DWC传动侧
31
2# DWC
机旁操作箱
+402J3
2# DWC设备操作
视操作内容而定
2# DWC传动侧
32
收集区
机旁操作箱
+405J4
检查线附件
视操作内容而定
收集区
33
收集区
机旁操作箱
+405J5
提升机、打捆装置、喷印装置、称重台架
视操作内容而定
收集区
34
收集区
机旁操作箱
+405J6
1#慢速链运输线附件
视操作内容而定
收集区
35
收集区
机旁操作箱
+405J7
2#慢速链运输线附件
视操作内容而定
收集区
表8-4 建龙1780热轧基础自动化控制系统机旁操作箱一览表(初步)
建龙1780热轧生产线传动全部采用交流传动控制系统,粗轧机(R1、R2)、飞剪及精轧机等主传动电机功率大,使用交交变频变流装置,控制装置采用SIEMENS公司的SIMADYN D全数字矢量控制系统(简称为主传动控制系统);其余辅传动使用6SE70交直交变频控制系统(简称辅传动控制系统)。
每台SIMADYN D控制系统要求,接地电阻小于4W,连接导线25mm2,引至控制柜下,每个柜体要求可靠地与厂房大地连接。
主传动供电电压:35KV ± 10%
低压供电电压: 380V ± 10%
电源频率: 50 Hz ± 2%
储存时:-25 0C~+50 0C
运输时:-25 0C~+50 0C
运行时:0 0C~+40 0C
放置交交变频主柜的房间室温要求小于等于32 0C,放置控制柜及辅助电源柜的房间室温要求为24 0C ~28 0C。
环境温度为+25 0C时,相对湿度不大于85%,且无结露现象。
周围空气中无足以损坏绝缘和腐蚀金属的气体及导电尘埃、无易燃易爆介质。
安装地点没有剧烈振动与冲击,安装倾斜度不大于5%。
全线电动机主传动为交交变频变流装置供电的交流同步机,控制装置采用SIEMENS公司的SIMADYN D全数字矢量控制系统。
机 架 | R1上/下 | R2上/下 | F1-F3 | F4 | F5 | F6 | F7 |
数量(台) | 2 | 2 | 3 | 1 | 1 | 1 | 1 |
形 式 | 同步机 | 同步机 | 同步机 | 同步机 | 同步机 | 同步机 | 同步机 |
功率(kw) | 3800 | 7500 | 9000 | 9000 | 8000 | 8000 | 7500 |
过 载 | 250% | 250% | 200% | 200% | 200% | 200% | 200% |
定子电流 | 1410A | 2718A | 3225A | 3233A | 2849A | 2845A | 2666A |
最大/60S | 3500A | 7825A | 6630A | 6630A | 5900A | 5900A | 5524A |
定子电压 | 1650V | 1650V | 1650V | 1650V | 1650V | 1650V | 1650V |
励磁电压 | 166V | 176V | 155V | 152V | 118V | 104V | 90V |
励磁电流 | 654A | 694A | 621A | 628A | 726A | 733A | 685A |
最大电流 | 1400A | 1650A | 1320A | 1320A | 1320A | 1320A | 1120A |
转 速(rpm) | 28/45 | 45/100 | 110/230 | 113/258 | 176/406 | 209/480 | 249/550 |
功率因数 | 0.995 | 0.995 | 0.995 | 0.995 | 0.995 | 0.995 | 0.99 |
效率(%) | 95.10 | 96.70 | 97.66 | 97.70 | 98.50 | 98.70 | 98.70 |
频率( Hz) | 3.73/6 | 6/13.3 | 7.33/15.3 | 7.5/17.2 | 5.87/13.5 | 6.9/16 | 8.3/18.3 |
极 数 | 16 | 16 | 8 | 8 | 6 | 4 | 4 |
接线方式 | Y | Y | Y | Y | Y | Y | Y |
定子温升 | 85K | 85K | 85K | 85K | 85K | 85K | 85K |
转子温升 | 90K | 90K | 90K | 90K | 90K | 90K | 90K |
机架 | E1 | E2 | CS |
数量(台) | 2 | 2 | 1 |
形式 | 同步机 | 同步机 | 同步机 |
功率(kw) | 1300 | 1500 | 2300 |
过载 | 250% | 250% | 250% |
定子电流 | 480A | 550A | 830A |
最大/60S | 1200A | 1375A | 2490A |
定子电压 | 1650V | 1650V | 1650V |
励磁电压 | 140V | 140V | 170V |
励磁电流 | 360A | 360A | 460A |
转速(rpm) | 110/270 | 160/400 | 200/600 |
频率( Hz) | 5.5/13.5 | 8/20 | 6.67/20 |
极数 | 6 | 6 | 4 |
接线方式 | Y | Y | Y |
定子温升 | 85K | 85K | 75K |
转子温升 | 90K | 90K | 85K |
(1) R1粗轧机主传动系统性能指标
7800 kVA
0~1650 V
0~6 Hz
1410 A
115 %;长期;250 %,1分钟
0.1 %
75 mS
10 mS
0.25 %S
£ 220 mS
97.5%
上、下辊负荷平衡 满足工艺要求
R2粗轧机主传动系统性能指标
18000 kVA
0~1650 V
0~13.3 Hz
2178 A
115 %;长期;250 %,1分钟
0.1 %
75 mS
10 mS
0.25 %S
£ 220 mS
97.5%
满足工艺要求
F1~F4机架主传动系统性能指标
19200 kVA
0~1650 V
F1~F3:0-15.3 Hz;F4:0-17.2 Hz
3233 A
115 %;长期;200 %,1分钟
0.1 %
75 mS
10 mS
0.25 %S
£ 120 mS
97.5%
F5~F7机架主传动系统性能指标
18000 kVA
0~1650V
F5:0~13.5 Hz;F6:0~16 Hz;F7:0~18.3 Hz
2849A
115%;长期;200%,1分钟
0.1%
75 mS
10 mS
0.25%S
£ 120 mS
97.5%
E1、E2立辊主传动性能指标
3000kVA
0~1650V
E1:0~13.5 Hz;E2:0~20 Hz
550A
115%;长期;250%,1分钟
0.1%
75 mS
10 mS
0.25%S
£ 200 mS
97.5%
满足工艺要求
CS飞剪主传动性能指标
4500 kVA
0~1650V
0~20 Hz
830A
115%;长期;250%,1分钟
0.1%
75 mS
10 mS
0.25%S
£220 mS
97.5%
电动机的主整流变压器及励磁变压器一次侧为35KV供电。
定子主回路由1台35KV高压开关对一台电机单独供电,同时,向电机供电的主整流变压器接法互相错开,以减少供电高次谐波。
由四台副边双分裂变压器分别为R1上/下辊电机、R2上/下辊电机、E1上/下辊电机、E2上/下辊电机的励磁供电;两台变压器为CS及F1~F7机架电机的励磁供电。
粗轧系统供电系统单线图如附图1所示。
精轧系统供电系统单线图如附图2所示。
全线电机的低压控制回路由35KV经两台50KVA的同步变压器供电。
380V/50 Hz电源供电。
交交变频器由三台电网自然换流无环流可逆的三相桥式变流器组成,对应同步电机定子A,B,C三相,每相连接成三相桥式电路。三相交交变频器采用逻辑无环流、三相有中点方式,由副边三分裂整流变压器供电,每台电机整流变压器接法互相错开,以减少供电高次谐波。输出端采用星点联接,电机定子绕组为三相星接,电机星点和变频器星点独立。主回路系统结构原理图如附图4所示。
这种方案的优点是:可以采用交流偏置技术,使整流变压器二次电压降低、可控硅电压安全系数提高、变频器容量降低、电机内无三次谐波。
同步机定子三相交交变频采用逻辑无环流三相有中点方式,其特点为:
· 采用耐压4000V晶闸管元件,交交变频器最大输出峰值电压2333V。
· 采用全关断光电检测零电流技术,使无环流切换死区减少到≤1.1 mS;
· 采用LEM电压变换器,以实现实际电压值的检测。
· 采用变频器输出侧直流电流检测做电流闭环控制、及电流保护。
· 采用六脉冲传输同轴电缆,提高了触发系统的抗干扰能力;
· 每台主柜门板都装有集中显示器,以显示各功率单元的工作情况及主柜的通风情况。
U2L的计算公式:
其中: | UDH | --直流输出电压 |
ID/I DH | --电流过载倍数 | |
Udf | --晶闸管元件压降 | |
N | --晶闸管元件串联数 | |
A | --电路联接系数 | |
β | --电网波动系数 | |
Y | --系数 (0.04-0.08) | |
αmin | --最小移相角 | |
Ude | --变压器短路比 | |
Ie/Ien | --变压器过载倍数 | |
C | --系数值 |
根据交交变频原理,交交变频电机电压的峰值应等于每组可逆整流器的直流输出电压。由于交流输出的特点,整流变压器电压波的系数、最小移相角等参数的选择与一般直流传动略有不同。
* F1-F7电流过载倍数为2.0
CS整流变压器选为35KV/1100V。
IMN --电动机额定电流。
根据经验 R1上/下辊整流变压器选择:副边三分裂绕组油浸式变压器;单台容量7800KVA;变压器接法错开30°以减少高次谐波。
![]()
* R2上/下辊整流变压器容量为:
根据经验R2上/下辊整流变压器选择:副边三分裂绕组油浸式变压器;单台容量18000KVA;变压器接法错开30°以减少高次谐波。
![]()
* F1-F4整流变压器容量为:
根据经验F1~F4整流变压器选择:副边三分裂绕组油浸式变压器;单台容量19200KVA。
![]()
* F5-F6整流变压器容量为:
根据经验F5~F6整流变压器选择:副边三分裂绕组油浸式变压器;单台容量18000KVA。
![]()
* F7整流变压器容量为:
根据经验F7机架整流变压器选择:副边三分裂绕组油浸式变压器;容量18000KVA。
![]()
* E1上/下辊整流变压器容量为:
根据经验E1上/下辊整流变压器选择:副边三分裂绕组油浸式变压器;单台容量3000KVA;变压器接法错开30°以减少高次谐波。
根据经验E2上/下辊整流变压器选择:副边三分裂绕组油浸式变压器;单台容量3000KVA;变压器接法错开30°以减少高次谐波。
CS立辊整流变压器选择:副边三分裂绕组油浸式变压器;容量4500KVA。
变压器接法错开300以减少高次谐波。
主整流变压器技术数据1
机架 | R1上/下 | R2上/下,F5-F7 | F1-F4 |
数量(台) | 2 | 5 | 4 |
单台容量 | 7800KVA | 18000KVA | 19200KVA |
一次电压 | 35KV | 35KV | 35KV |
二次电压 | 1.1KV | 1.1KV | 1.1KV |
频率 | 50 Hz | 50 Hz | 50 Hz |
连接组别 | D/d0,d0,d0 D/y11,y11,y11 | 3*D/d0,d0,d0 2*D/y11,y11,y11 | 2*D/d0,d0,d0 2*D/y11,y11,y11 |
短路阻抗 | 7% | 7% | 7% |
最大温升 | 65K | 65K | 65K |
冷却方式 | 风冷 | 风冷 | 风冷 |
温度保护 | 有 | 有 | 有 |
报警 | 650C | 650C | 650C |
跳闸 | 800C | 800C | 800C |
分接抽头 | +5% | +5% | +5% |
主整流变压器技术数据2
机架 | E1/E2 | CS |
数量(台) | 4 | 1 |
单台容量 | 3000KVA | 4500KVA |
一次电压 | 35KV | 35KV |
二次电压 | 1.1KV | 1.1KV |
频率 | 50 Hz | 50 Hz |
连接组别 | 2*D/d0,d0,d0; 2*D/y11,y11,y11 | D/y11,y11,y11 |
短路阻抗 | 7% | 7% |
最大温升 | 65K | 65K |
冷却方式 | 风冷 | 风冷 |
温度保护 | 有 | 有 |
报警 | 650C | 650C |
跳闸 | 800C | 800C |
分接抽头 | +5% | +5% |
* R1上/下辊选择晶闸管元件为 3200A/4000V。
过载2.5倍计算:
按长期过载1.5倍电流有效值计算:
![]()
由于交交变频器正反组桥交替切换导通,输出电流应按均方根电流计算, 每组整流桥的输出均方根电流为同步电机电流有效值的 1/√2。
分析上述估算结果,R1上/下辊每台电机由3台晶闸管反并联6脉冲功率柜组成,每个功率柜装12只晶闸管元件,选用KP3200A/4000V元件共36只, 分别装入3个功率柜中, 每相变频器采用TCP2-120/350-11功率柜1台。选择可控硅元件的电压安全系数为2.57倍, 当电机过载2.5倍堵转时,电流安全系数为1.75倍。
* R2上/下辊选择晶闸管元件为 3200A/4000V,2并。
- 电压安全系数KV
过载2.5倍计算:
按长期过载1.5倍电流有效值计算:
分析上述估算结果,R2上/下辊每台电机由6台晶闸管反并联6脉冲功率柜组成,每个功率柜装12只晶闸管元件,选用KP3200A/4000V元件共72只, 分别装入6个功率柜中,每相变频器采用TCP2-120/350-11功率柜2台。选择可控硅元件的电压安全系数为2.57倍, 当电机过载2.5倍堵转时,电流安全系数为1.78倍。
* E1上/下辊,E2上/下辊选择晶闸管元件为 1000A/4000V。
- 电压安全系数KV
过载2.5倍计算:
按长期过载1.5倍电流有效值计算:
分析上述估算结果,E1上/下辊和E2上/下辊每台电机由3台晶闸管反并联6脉冲功率柜组成,每个功率柜装12只晶闸管元件,选用KP1000A/4000V元件共36只, 分别装入3个功率柜中,每相变频器采用TCP1-120/140-11功率柜1台。 选择可控硅元件的电压安全系数为2.57倍, 当电机过载2.5倍堵转时,电流安全系数为1.37倍。
3200A/4000V,2并。
- 电压安全系数KV
过载2.0倍计算:
在正常运转状态, 按长期过载1.5倍电流有效值计算:
![]()
由于交交变频器正反组桥交替切换导通,输出电流应按均方根电流计算, 每组整流桥的输出均方根电流为同步电机电流有效值的 1/√2。
分析上述估算结果,F1-F4机架每台电机由6台晶闸管反并联6脉冲功率柜组成,每个功率柜装12只晶闸管元件,选用KP3200A/4000V元件共72只, 分别装入6个功率柜中,每相变频器采用TCP2-120/350-11功率柜2台。选择可控硅元件的电压安全系数为2.57倍, 当电机过载2.0倍堵转时,电流安全系数为1.87倍。
3200A/4000V,2并。
- 电压安全系数KV
过载2.0倍计算:
在正常运转状态, 按长期过载1.5倍电流有效值计算:
![]()
由于交交变频器正反组桥交替切换导通,输出电流应按均方根电流计算, 每组整流桥的输出均方根电流为同步电机电流有效值的 1/√2。
分析上述估算结果,F5-F7机架每台电机由6台晶闸管反并联6脉冲功率柜组成,每个功率柜装12只晶闸管元件,选用KP3200A/4000V元件共72只, 分别装入6个功率柜中,每相变频器采用TCP2-120/350-11功率柜2台。 选择可控硅元件的电压安全系数为2.57倍, 当电机过载2.0倍堵转时,电流安全系数为2.12倍。
* CS选择晶闸管元件为 1500A/4000V。
- 电压安全系数KV
![]()
- 电流安全系数Ki
按堵转状态, 过载2.5倍计算:
在正常运转状态, 按长期过载1.5倍电流有效值计算:
![]()
由于交交变频器正反组桥交替切换导通,输出电流应按均方根电流计算, 每组整流桥的输出均方根电流为同步电机电流有效值的 1/√2。
分析上述估算结果,CS电机由3台晶闸管反并联6脉冲功率柜组成,每个功率柜装12只晶闸管元件,选用KP1500A/4000V元件共36只, 分别装入3个功率柜中,每相变频器采用TCP1-120/200-11功率柜1台。 选择可控硅元件的电压安全系数为2.57倍, 当电机过载2.5倍堵转时,电流安全系数为1.39倍。
各机架变频功率柜选择
轧机 | R1上/R1下 | R2上/R2下 | F1-F4 | F5-F6 |
主柜数量(台) | 3/3 | 6/6 | 6/6/6/6 | 6/6 |
电机容量 | 3800KW | 7500KW | 9000KW | 8000KW |
额定电压 | 1650V | 1650V | 1650V | 1650V |
额定电流 | 1410A | 2718A | 3233A | 2849A |
过载 | 250% | 250% | 200% | 200% |
每相并联数(台) | 1 | 2 | 2 | 2 |
交流额定电压 | 1100V | 1100V | 1100V | 1100V |
晶闸管参数 | 3200A/4000V | 3200A/4000V | 3200A/4000V | 3200A/4000V |
晶闸管数量(只) | 2*36 | 2*72 | 4*72 | 2*72 |
主柜型号 | TCP2-120/ 350-11 | TCP2-120/ 350-11 | TCP2-120/ 350-11 | TCP2-120/ 350-11 |
各机架变频功率柜选择
轧机 | F7 | E1上/下 | E2上/下 | CS |
主柜数量(台) | 6 | 3/3 | 3/3 | 3 |
电机容量 | 7500KW | 1300KW | 1500KW | 2300KW |
额定电压 | 1650V | 1650V | 1650V | 1650V |
额定电流 | 2666A | 480A | 550A | 830A |
过载 | 200% | 250% | 250% | 250% |
每相并联数(台) | 2 | 1 | 1 | 1 |
交流额定电压 | 1100V | 1100V | 1100V | 1100V |
晶闸管参数 | 3200A/4000V | 1000A/4000V | 1000A/4000V | 1500A/4000V |
晶闸管数量(只) | 72 | 2*36 | 2*36 | 36 |
主柜型号 | TCP2-120/ 350-11 | TCP1-120/ 140-11 | TCP1-120/ 140-11 | TCP1-120/ 200-11 |
交交变频同步电机转子励磁由晶闸管直流变流器供电,同步电机转子电流随负荷变化,当电机过载2.5倍时,转子电流和转子电压也近似增加到额定值的2.5倍。
166V,额定电流654A。当电机过载2.5倍时,转子电压大约为415V。
根据经验R1上/下辊励磁变压器选择:副边双分裂绕组油浸式变压器;容量1200KVA。
* R2上/下辊励磁变压器
交流同步电机转子额定电压176V,额定电流664A。当电机过载2.5倍时,转子电压大约为440V。
R2上/下辊励磁变压器选择:副边双分裂绕组油浸式变压器;容量1200KVA。
* E1上/下辊,E2上/下辊励磁变压器
交流同步电机转子额定电压140V,额定电流360A。当电机过载2.5倍时,转子电压大约为350V。
* F1-F4机架励磁变压器
155V,额定电流628A。当电机过载2.0倍时,转子电压大约为310V。
* F5-F6机架励磁变压器
118V,额定电流733A。当电机过载2.0倍时,转子电压大约为236V。
* F7机架励磁变压器
60V,额定电流685A。当电机过载2.0倍时,转子电压大约为180V。
* CS励磁变压器
170V,额定电流460A。当电机过载2.5倍时,转子电压大约为425V。
根据经验F1~F7机架/CS励磁变压器选择:副边双分裂绕组油浸式变压器2台;单台容量1800KVA。
选用四台变压器分别为R1上/下辊电机、R2上/下辊电机、E1上/下辊电机、E2上/下辊电机的励磁供电。变压器为副边绕组双分裂,并在相位上互差300以减少高次谐波。
选用两台变压器为F1~F7机架/CS电机的励磁供电。两台变压器接法错开300以减少高次谐波。
励磁整流变压器技术数据
机 架 | R1 | R2 | E1 | E2 | F1~F7/CS |
数量(台) | 1 | 1 | 1 | 1 | 2 |
容量(KVA) | 1200 | 1200 | 500 | 500 | 1800 |
一次电压 | 35KV | 35KV | 35KV | 35KV | 35KV |
二次电压 | 500V | 500V | 400V | 400V | 400V |
频率( Hz) | 50 | 50 | 50 | 50 | 50 |
连接组别 | D/d0,y11 | D/d0,y11 | D/d0,y11 | D/d0,y11 | D/d0,D/y11 |
短路阻抗 | 6% | 6% | 6% | 6% | 6% |
冷却方式 | 自冷 | 自冷 | 自冷 | 自冷 | 自冷 |
温度保护 | 有 | 有 | 有 | 有 | 有 |
报警 | 65K | 65K | 65K | 65K | 65K |
跳闸 | 80K | 80K | 80K | 80K | 80K |
分接抽头 | +5% | +5% | +5% | +5% | +5% |
根据交流供电晶闸管选择的原理及工程经验,R1/E1/E2/R2/F1-F7/CS机架选择晶闸管元件KP800A/2400V。
- 电流安全系数Ki
![]()
按照过载2.5倍计算
分析上述估算结果,R1/E1/E2/R2/F1-F7机架电机励磁回路,选用KP800A/2400V元件共6只,装入1个TCP1-066/124-10功率柜中, 选择可控硅元件的电压安全系数为3.4倍, 当电机过载2.5倍堵转时,电流安全系数为1.26倍。
E1、E2、CS、R1采用定子高压开关和三相交流接触器操作方案,以减小操作过电压对设备的危害以及断开主回路与电机的连接,满足安全生产操作的要求; R2、F1~F7采用定子高压开关和快开操作方案,每套轧机配置三台快开作为隔离开关使用,以满足安全生产的要求。
控制系统在轧机主传动中是十分关键的技术环节,为了提高系统的可靠性、可维护性、实时性、改善控制性能,同时为了使整套系统的控制技术达到国际先进水平。本系统采用西门子公司的SIMADYN D全数字控制系统分别对R1/E1/E2/R2/F1-F7/CS各机架实现电机控制,并以通讯线加以连接,在系统中实现监视和统一管理。
系统的基本组态如下所述:
以SIMADYN D 为基础的传动控制级,完成对各机架电机的调速控制,包括同步电机的矢量控制、电机的启停控制和电机保护,同时为了使SIMADYN D能实现本地现场数据采集,故障显示及诊断,建立了本地通讯网。
采用一套数据通讯网实现综合控制,将SIMADYN D设备及上位机有机地连接起来帮助实现高级控制和集中管理。
同步电机的磁场定向控制系统的框图见附图5。交流同步电机采用自同步控制方式,定子电流由磁场定向控制系统分解为两个独立的直流分量,即电流的转矩分量IM和激磁分量IT,与直流调速相同,转矩分量设定值由速度调节器决定,激磁分量设定值由电机功率因数COSφ及电流模型计算出来。与同步电机同轴相联的光电编码器检测电机的转子位置信号Cosλ和Sinλ,由转子模型单元计算出负载角Cosδ和Sinδ,以及励磁电流给定值Ifd 。转子位置角λ与负载角δ相加可得磁场定向旋转角Φ。根据当前电机运行的实际反馈值及系统设定值,计算出给定电流的转矩分量及激磁分量,给定电压的转矩分量和激磁分量,再经过矢量的旋转变换和2/3变换,形成三相定子电流给定值Ia 、Ib 、Ic ,这些值送入带电流断续自适应调节, 电压前馈控制的电流调节系统。
SIMADYN D系统是一种可随意编程和设计的全数字模块化控制系统,它广泛应用于传动、供电和自动化系统,能进行高速动态信息处理以及对专门的控制系统进行调节和控制,尤其适合于开环和闭环实时控制系统。
SIMADYN D具有多种标准模板,可根据具体功能要求进行配置;STRUC编程软件提供了强大的编程手段及功能多样的标准程序库及专用程序库,对这些子程序可直接调用,并以具体的硬件配置为依据进行编程。
在宁波建龙1780mm热连轧主传动系统中,每台同步电机都配有一套SIMADYN D控制系统,以完成各自的电机控制、保护和故障诊断等任务。
SIMADYN D控制系统硬件由双高度欧洲标准尺寸的高抗干扰和容错性的插入式线路板组成,模板按功能分为通用处理器板、特殊任务处理器板、存储器板、数字输入/输出板、模拟输入/输出板,根据不同的任务需要可任意配置。
各处理器之间的数据传送通过C总线和L总线两种总线来完成,每个处理器模板都有它自己的程序和数据存储器,可以独立地完成分配给它的任务,并实现多处理器并行工作。
外部开关信号通过输入/输出模块连接,这些标准接口模块提供电气隔离、信号的匹配和变换,用于操作监视和服务的外围装置通过总线或串行接口联接起来。
同时,SIMADYN D还提供多种通讯手段与其他设备、系统进行数据传输,包括控制装置与上位机间的通讯;控制装置之间的通讯以及与下位机间的数据传输等等。
本项目中SIMADYN D控制系统实现交交变频同步电机矢量变换运算。系统还分别给各个处理器设计了管理程序,用来管理通过系统内部总线的处理器之间的数据交换,通过现场总线实现与远程I/O站的数据交换,SIMADYN D设备与上位机的数据传输以及与用于实现故障诊断、运行监控画面之间的信息传递由通讯网络完成,同时,系统支持运行中的在线调试。
(1) 磁场定向控制系统
电流型自控式同步电机的定子电流被磁场旋转坐标分解,电流的幅值、电流与磁场轴线的夹角受控。定子电流给定值的转矩分量I*ST和磁化分量I*SM,通过MT-ab轴系的旋转变换为ia、ib,再由以ab-ABC轴系变换,形成三相定子电流给定值I*S。磁通观测器是磁场定向控制系统的关键环节,由它计算出磁场旋转角度作为磁场定向控制的基准轴线,并计算出磁链的幅值作为磁通闭环控制的反馈值。磁通观测的准确与否直接影响到矢量控制的准确性,直接影响到系统的解耦性和运行性能。
定位系统
定位系统的目的就是确定转子的磁极位置,从而达到磁场定向的目的。转子的位置是由装在电机转子轴上的光电码盘发出的脉冲计数得到的。
在本数字控制系统中,定位方法得到了极大的简化,励磁建立后,进行初始定位,确定转子磁极与定子a轴的夹角,电机运转磁极转过同步孔时,确定同步孔相对于定子A轴的位置 ,消除了累计误差。这种定位方法大大简化了调试工作,使同步机定位不再成为一件复杂的事情,以后电机维修时,码盘如重新安装,码盘的预置定位很容易就能完成。
逻辑控制系统
逻辑控制主要功能为:
电机操作顺序控制,定转子回路开关操作以及辅助设备的启停控制。
传动系统有关的故障诊断、保护。
逻辑控制系统的设计原则为:
为了操作的可靠性,主回路和励磁回路两个开关之间有联锁。
各辅助设备的操作在辅助柜上进行,接触器/快开可在辅助电源柜和上位机并联控制,上位机还可进行启停车、紧急停车等操作。
根据工艺和操作要求,对出现的故障设定故障字。重故障出现立即跳所有的开关,封锁控制系统。各种故障出现以后,向监控计算机发出故障信息,显示第一故障及引发故障内容。
信号输出系统
对于全数字,各控制功能和矢量计算都是由软件来实现的,各环节的波形不能象模拟系统那样可用示波器看到,因此调试起来比较麻烦。为了解决这个问题,本系统设置模拟量输出,通过示波器观测这些量的波形,为现场维护和事故分析提供数据,从而找出故障原因,调试和维护很方便。
可配置PDA诊断系统,在线观测传动系统波形和参数,也可离线分析波形。有助于维护人员根据时间查找故障时的波形进行分析,减少事故停机时间。
扁头定位系统
根据工艺要求,为了缩短换辊时间,减少工人的劳动强度,每次换辊时,需要将扁头对准某个固定的位置,使轧辊很容易抽出,在模拟系统中要实现这个功能需要增加许多硬件电路。为加快轧钢节奏,使用了快速换辊装置,为此控制系统中须设立换辊定位停机功能。
在本数字系统中则很容易实现这功能,由于交交变频同步电机的控制系统具有转子位置检测系统,因此可以准确地计算出转子位置信息,即轧辊的位置信息,在软件中增加了位置闭环调节器。当需要扁头定位时,操作台启动扁头定位功能,扁头定位系统接通,低速转动电机,直到实际位置与设定位置相符,扁头到达设定值,控制系统自动停车,完成了整个定位过程,非常简单方便。
负荷平衡控制
R1/E1/E2/R2轧机改造上、下辊由两台凸极同步电动机单独驱动.因此,在正常轧制过程中,对于这样的传动方式必然有上、下辊负荷平衡及速度平衡问题.然而负荷和速度参数看上去是两个独立但又是相互依赖的控制参数。
为了理解这两个参数,应首先从轧制工艺上看,在正常轧制时,如果上、下辊的线速度不等,(造成线速度不等的原因如:设定值,辊缝差别及磨损,转速测量差异等)会造成轧件的上翘和下弯.即当下辊线速度大于上辊线速度时,轧件会上翘.当下辊线速度小于上辊线速度时,轧件会下弯.简单地看只要能将两个轧辊的线速度控制成完全相同,显然在正常轧制时,每时每刻就没有轧件上翘或下弯的趋势,但这种轧制状态是非常理想的.事实上在轧制过程中,如果采用轧辊线速度闭环控制方法,不仅因为线速度是通过数学计算出来的,而且影响线速度计算值的轧辊直径是个随时变化的开环量值,计算结果可能有相当的误差。而常用的闭环控制量只是电机转速这一控制量,也就是说,我们只能实现在一定检测精度下的转速平衡的闭环控制。 在转速平衡闭环控制下,引起的线速度差异量就必须从另一个角度送入控制系统,以实现轧件的理想轧制。在正常轧制过程中,轧件的上翘和下弯,其根本原因是上,下两台电机付出的能量不同而引起的,电机付出的能量越大,其轧件变形也就越大。如果上辊电机比下辊电机做功大,则说明轧件上部比下部变形大,轧件下弯。如果上辊电机比下辊做功小,则说明轧件上部比下部变形小,轧件上翘。理想的轧制过程,应该在正常轧制过程中,始终保持上,下辊电机的功率平衡,即M上n上=M下.n下 显然从公式中看出, 在满足n上=n下时,就变成M上=M下,这就是通常所说的转矩平衡,即负荷平衡。
综上所述,厚板轧机在正常轧制时,实现速度和负荷平衡是非常必要的。然而在控制系统实现时,还有许多技术因素要考虑。如自适应给定积分器,负荷平衡特定的投入和切除等等。
另外轧件在咬钢和抛钢时要求上下辊速度有一定的差值,使轧件形成头部上翘的特性,即”雪翘特性”并且这种速差设定是可调的。
负荷平衡的控制原理图如附图6所示。
粗轧SIMADYN D控制系统的通讯系统框图附图7所示。
精轧SIMADYN D控制系统的通讯系统框图附图8所示。
整个通讯系统按不同的通讯任务分为三个层次进行设计:
SIMADYN D本地通讯主要完成传动控制设备的现场数据采集、本地操作以及故障自诊断等任务。
信息管理通讯负责系统各类信息的收集、处理、存储、检索以及输出。
SIMADYN D与上一级控制系统之间数据传输以实现连续生产过程控制、系统协调及最佳控制。
SIMADYN D作为单台电机的控制系统要实现其本身的电机控制,逻辑操作,电机保护及故障诊断等任务,这样需有一套独立的本地通讯网,以实现其本身的控制任务。
SIMADYN D配置CS7通用通讯板,SS52通讯子板挂靠在CS7通讯板完成本地通讯任务:
SS52使用SINEC L2 DP通讯协议,用以实现SIMADYN D通过现场总线与远程I/O ET200之间的数据传输,主要任务是支持SIMADYN D对现场的数据采集及控制信号传送。为每台轧机的控制装置选配两套ET200远程I/O系统,分别完成高压开关侧与电机侧的现场数据采集。
采用2个ET200站完成现场信号的采集。
电机侧ET200:
定子绕组温度检测
轴承润滑状况
轴承温度检测
电机通风状况
高压侧ET200:
变压器温度状况
变压器瓦斯状况
高压开关柜过流、速断等信息
高压开关合/分闸
为每台SIMADYN D控制设备配置两块通讯子板SS4。
一块SS4使用DUST1通讯协议用以实现SIMADYN D 与调试用PC机的数据通讯,主要任务是支持Service IBS服务软件的在线访问,以协助现场调试。
另一块SS4与SIEMENS公司专用操作面板OP2N进行数据交换,实现信息管理及传动系统的故障收集、显示、诊断以及对系统运行状态的显示。完成运行参数监视、故障报警、开环调试运行等功能。
SIMADYN D控制设备CS7+SS52通讯子板以支持SINEC L2-DP通讯协议。每台SIMADYN D控制设备配置SS52通讯子板,通过SINEC L2-DP网络完成与上位机的通讯,实现对传动系统的控制。
SINEC L2-DP是一种欧洲标准的现场总线协议,因此,在与现场其他自动化设备接口时,其兼容性比较好。
- 过电压保护
- 过电流保护
- 过速度保护
- 设备过热保护
- 接地保护
- 变压器二次侧安装RC吸收及高能压敏电阻吸收,吸收变压器操作及高压开关动作过电压。
- 变频器输出侧安装RC吸收及高能压敏电阻吸收,吸收电机启停及变频器升降过电压。
- 晶闸管元件设置RC电路吸收换向过电压。
- 设置电子过电压保护,用LEM电压互感器检测电压值。当电压超过
1.4倍额定电压时,封锁系统,跳闸保护。
- 转子晶闸管整流电路设置变压器二次侧高能压敏电阻,晶闸管元件RC吸收及直流输出侧RC吸收电路,保护晶闸管不过压损坏。
- 转子回路安置了可控硅灭磁系统和常接电阻,防止转子回路开路或定子在转子中感应造成过电压。
- 设置电子过电压保护,用LEM电压互感器检测转子电压值。当转子电压值超过1.3倍uemax时,控制系统封锁并跳闸保护。
电机额定电流 IN
电机峰值电流 ![]()
- 电机过负荷跳闸
Imax 超过60S时,控制系统发出封锁信号,停车保护。
- 电机瞬时跳闸
I = 1.3*Imax 时,高压开关动作。
转子额定电流 IeN
转子最大电流 Iemax = 2.5 IEn
- 当转子电流值达到Iemax 超过 t = 60s , 控制系统封锁。
- 当转子电流值达到I³1.3 I emax,转子开关动作。
- 额定转速 nN
- 最高转速 nmax
n = 110% nmax ,超速报警。
n = 115% nmax ,超速跳闸。
控制系统检测电机三相电流、电压,当三相电流矢量和或三相电压矢量和大于15% 时,控制保护软件进行电机不平衡保护。
- 交流同步电机定子、轴承均安装测温元件,控制系统监视电机和轴承温度,当电机温度过界后将报警或跳闸。
- 晶闸管主柜散热由离心风机提供冷却风量,在柜内安装温度检测器,当风量不足或风机停止,柜内温度过界时,发出晶闸管主柜过热信号。
主电机定子回路中安装了接地保护装置,当电路中发生接地,或设备绝缘下降,对地漏电流加大时,发出接地报警信号。
采用现场总线通讯技术实现系统内电机、高压开关和SIMADYN D控制设备之间的信息传递,完成继电操作及故障诊断功能。设计的逻辑接口主要完成如下功能:
- 电机操作顺序控制,定转子回路开关操作以及辅助设备的启停控制。
- 传动系统有关的故障诊断、保护。
- 对于故障进行综合分类处理
- 轻故障-------系统报警
- 次重故障----发出停车信号, 如正在轧钢, 待轧钢结束后停车
- 重故障-------紧急停车,跳闸
- 系统发生的故障由计算机自动记录并显示
- 高压开关设置远程/本地两种操作方式,可以在高压柜上操作,也可以在辅助电源柜上进行操作。
- 励磁进线开关及各辅助设备的操作在辅助电源柜上进行。
- 交流接触器设置远程/本地两种操作方式,可以在辅助电源柜操作,也可由上位PLC对接触器进行操作,完成起停车控制操作。
- 高压开关作为正常的合/分闸及事故跳闸,交流接触器作为无负荷开关隔离变频器与电机的联系,主要用于检修长时间停机。
- 转速设定由上位机来。
控制系统与外部的信号接口表如附表1所示。
宁波建龙热连轧轧机主传动中,交交变频器在轧制过程中对电网的无功冲击和谐波电流的计算,是电网无功补偿和谐波治理的依据,也是关键技术之一。
大功率交交变频传动装置在大型轧钢工业中使用,大大提高了传动系统的动态和静态性能,但同时对其供电电网造成危害,降低供电电网的品质。交交变频供电电网电流的谐波可以分为两类,一类是特征谐波频率,它与循环变流器的接线方式无关。在三相平衡输出时,特征谐波频率可表示为
fh1=│fi±6nf0│,其中n=1,2,.....∞
另一类是接线谐波频率,它与循环变流器的接线方式有关,在六脉波循环变流器三相平衡输出时,其谐波频率可以表示为
fh2=│(6p+1)fi ±6nf0│,其中p=1,2,..∞,n=0,1,2...∞
在谐波分析中,通常采用傅立叶变换或快速傅立叶变换(FFT)实现。国家颁布了衡量谐波的大小的两个标准,即某次谐波含有率HRlh和电流总谐彼畸变率THDi,它们的定义如下。国标中对不同电压等级,不同短路容量下各次谐波电流的允许值做了明确规定。
交交变频器所产生的谐波有其自身的特点,如前所示,它包括高次谐波、低于基波频率的次谐波甚至直流分量,还包括高次谐波的旁频分量。通过仿真可以对该系统电网的谐波状况进行全面分析,计算所得有关谐波电流的数据,可为电网谐波治理提供依据。
研究可知,谐波含有率由交交变频器的电压调制系数Ku决定,Ku越高,谐波含有率越低,负载大小也对谐波具有一定影响。分析三相六脉冲交交变频器电网电流频谱图可得如下结论:
交交变频器供电同步电机比同等功率的晶闸管变流器供电的直流电机对电网造成的谐波幅值要小,但交交变频器多了一些幅值更小的旁频分量。
对于电机驱动的交交变频器,供电变压器接线方式分为D/D,D/U两组,达到等效12相供电,使5、7次谐波大大减小。
在众多的电力电子装置中,交交变频同步电机矢量控制系统给电网带来的谐波和无功的影响比较大。我们知道,有功冲击负荷会造成电网电压频率的波动,而无功冲击负荷将造成电网电压的闪变或偏差。电网电压偏差可按下式计算
![]()
式中,ΔU/U …… 电压偏差
Q …… 无功冲击负荷, MVar
P …… 有功冲击负荷, MW
Sk …… 系统短路容量, MVA
R/X …… 系统阻抗比系数
由于系统阻抗比系数很小,在计算时可以忽略有功冲击负荷P,所以,造成电网电压偏差的主要原因是无功冲击负荷。
针对具有低频输出的交交变频器功率和平均位移功率因数,有如下的计算方法。交交变频器实际上是相控整流器的一种形式,经过推导可以得到交交变频器输入端电压和电流的瞬时相位差φ,从而可以得到瞬时有功功率和无功功率为
p=uicosφ
q=uisinφ
则电网侧的平均位移功率因数为
我们可以通过同步电机输入有功功率而近似计算出网侧的有功功率
Psys=Pm /ηcyc
从而可以得到电网侧无功功率为
Q=PtgΦ
交交变频器的输入功率因数cosΦ受以下三个因素影响:同步电机功率因数cosφ, 交交变频器的电压调制系数ku以及负载力矩。其中,前两个因素,即cosφ和ku起决定作用。交交变频器输出电压越低,即电压调制系数ku 越小,电网侧的功率因数越低。同时,同步电机功率因数角越低,则cosΦ亦越低。需要指出, 无论负载性质如何, 感性还是容性, 该系统电网侧电流相位总是滞后于电源电压相位, 即交交变频器始终要从电网吸收滞后的无功功率以提供换流, 因此, 超前功率因数的负载, 例如过激同步电机, 对电网滞后无功功率补偿是毫无作用的。当变频器工作于最高电压,电机功率因数cosφ=1时, 电网输入功率因数最高,为cosΦmax =0.843。
宁波建龙1780热连轧主传动系统交交变频轧机,冲击性大、平均功率因数低,必须安装动态无功补偿及谐波滤波系统,使之满足电力部门对电网限制值的要求。
动态无功补偿及谐波滤波装置采用FC+TCR型SVC装置。设置FC滤波器,由3次、5次、7次、11次及高通谐波滤波装置组成,重点消除系统产生的各次谐波;TCR相控电抗器和控制系统进行动态的无功补偿。
在大型热连轧机装备中,传动系统作为轧机与电气系统的接口,将电能转变为机械能,并满足轧钢生产工艺所需转矩和速度的高精度,高动态控制性能。机电配合产生机电振荡现象。
轧钢过程中产生的机电振荡一般分三类
1)电机与机械弹性联结产生机电共振现象
2)轧制过程中负荷周期性变化产生的振荡
3)轧制过程负荷突变产生的激励振荡
轧钢机传动轴系布置方式有很多种,粗轧机采用上、下辊单独驱动布置方式,精轧机采用由一台电机通过齿轮座同时传动上、下轧辊的布置方式,但任何一种布置方式的轧钢机的机械系统,都是一种分布的弹性-惯量系统,在轴系上施加一个阶跃力矩后,轴系内必然出现一个交变力矩,这个交变力矩叠加在正常轧制力矩上,就出现了扭矩振荡。扭振时出现的交变力矩峰值可达到轧制力矩的6~7倍。
扭振对轧辊、传动轴系和电动机的破坏是由扭振产生的异常力矩引起的。扭振现象会对轧机产生较大破坏。
我院将把SIEMENS公司提供的抗扭振软件包装入轧机的控制器Simadyn D中,降低扭振的破坏作用,从控制策略上减轻扭振对轧机产生的破坏与危害。为了避免机电系统发生固有频率共振现象,本项目设计了限波滤波方案。在控制系统的正向通道中加一个限波滤波器,有效地消除振荡。
序号 | 名称 | 规格型号 | 数量 | 备注 |
1 | 同步电机 | 3800KW,28/45 rpm | 2 | 国内订货 |
7500KW,45/100 rpm | 2 | |||
6000KW,110/230 rpm | 3 | |||
6000KW,113/258 rpm | 1 | |||
8000KW,176/406 rpm | 1 | |||
8000KW,206/480 rpm | 1 | |||
7500KW,246/550 rpm | 1 | |||
1300KW,110/270 rpm | 2 | |||
1500KW,160/400 rpm | 2 | |||
2300KW,200/600 rpm | 1 | |||
2 | 主整流变压器 | 7800KVA | 2 | 国内订货 |
18000KVA | 5 | |||
16200KVA | 4 | |||
3000KVA | 4 | |||
4500KVA | 1 | |||
3 | 励磁整流变压器 | 500KVA | 2 | 国内订货 |
1800KVA | 2 | |||
1200KVA | 2 | |||
4 | 同步变压器 | 50KVA | 2 | 国内订货 |
5 | 定子晶闸管主柜 | TCP2-120/350-11 尺寸:800´1200´2200 KP3200A/4000V晶闸管元件 12只
| 60 | ARITIME |
TCP1-120/140-11 尺寸:800´1200´2200 KP1000A/4000V晶闸管元件 12只 全关断检测器 1套 电压检测器 1套 电流检测器 1套 稳压电源 1只
| 12 | |||
TCP1-120/200-11 尺寸:800´1200´2200 KP1500A/4000V晶闸管元件 12只 全关断检测器 1套 电压检测器 1套 电流检测器 1套 稳压电源 1只 | 3 | |||
6 | 附属柜 | 全关断检测器 1套 电压检测器 1套 电流检测器 1套 稳压电源 1只 过压吸收装置 1套 | 33 | ARITIME |
7 | 吸收操作箱 | 过压吸收装置 | 15 | ARITIME |
8 | 励磁晶闸管主柜 | TCP1-066/124-10 尺寸:800´1200´2200 KP800A/2400V晶闸管元件 6只 电压检测器 1套 电流检测器 1套 稳压电源 1只 交直流吸收装置 1套 灭磁电阻装置 1套 | 16 | ARITIME |
9 | 辅助电源柜 | 尺寸:800´600´2200 自动开关 继电器 按钮 信号显示 辅助电源 | 16 | ARITIME |
10 | 开关柜 | 尺寸:1000´1000´2200 交流接触器 1台 | 7 | ARITIME |
11 | 快开 |
| 27 | ARITIME |
12 | 交流电流互感器 |
| 96 | ARITIME |
13 | 定子接地保护 |
| 16 | ARITIME |
14 | SIMADYN D控制柜 | 尺寸:1200´600´2200 SIMADYN D控制装置 | 16 | SIEMENS |
15 | 测速装置 | HUBNER FGH6KK1024G-60G | 16 | HUBNER |
16 | ET200站 | ET200装置 | 32 | SIEMENS |
17 | 编程器 | STRUC软件,编程站,19”CRT | 2 | SIEMENS |
18 | PDA记录仪 | 16通道模拟,16通道数字 | 2 | SIEMENS |
19 | 打印机 | HP系列 | 2 | ARITIME |
交流辅传动包括除交交变频以外(包括飞剪)的交流辅传动系统,按类型可分为以下几类:
1. 异步机交直交控制系统,包括:辊道、压下、F1E、卷取夹送辊等。
2. 同步机交直交控制系统,即卷取同步机交直交控制系统。
3. 不调速交流电机控制系统,包括:MCC、软起动装置等。(这部分不在我方供货范围,我方只提供单线图和典型接口原理图)
对于电机容量在40KW以下的电机,采用接触器直接启动方式;对于电机容量在40KW以上的电机,采用软启动方式。
无论异步机还是同步机交直交控制系统,其变频装置均采用西门子6SE70系列产品。
6SE70交流传动核心模块是交直交,PWM型调速控制装置,其逆变功率器件采用IGBT,由于IGBT功率器件具有良好的高频特性,调制的载波频率可以设计得很高。高的载波频率既改善了的低频特性,又降低了装置运行时的噪声,传动核心模块中,主电路包括整流桥(二极管),直流电容器堆及IGBT逆变桥。当用核心模块构成传动装置时,可在进线回路中接入空气断路器、交流电抗器、主接触器等,模块中还留有能耗制动单元接线端子,供用户在直流侧接入制动电阻之用。
1.硬件组态
主控卡上安装了微处理器及其外围电路。在这块卡上有标准配置的I/O口:
l 4路数字量输入/输出(可选)
l 3路数字量输入
l 2路模拟量输入
l 2路模拟量输出
l 1路编码器反馈输入
l 1路RS-485串行口用于系统配置,或构成RS-485网络
l 电源卡,包括了IGBT的驱动电路,开关型工作电源,电流和电压测量等环节。
2. 主要技术指标
l 控制模式:
l V/F 控制
l 磁场定向矢量闭环控制
l 控制性能:
模块化的硬件,软件
单独传动或成组传动
输出频率
V/F = 常数 0~200Hz
V = 常数 8~300Hz
短时过载能力
1.36倍额定电流60秒
1.60倍额定电流30秒
(周期时间300S 过载时间60S)
l 标准功能:
l 由用户选择的能耗制动
l 可编程设定的加减速率
l 速度给定
l 电动给定
l  速度限幅
速度限幅
l 电流限幅
l 过电压和欠电压保护
l 过载保护设定
l 递增、递减功能
l 反馈丢失保护
l 故障显示和存储
l 可编程的快速停车
3.系统网络
6SE70/71传动装置支持多种网络通信协议,安装网卡(选件)的6SE70/71装置成为网络中的一个站。通信协议包括:
l Profibus-DP
l USS协议
l SIMOLINK
l CAN协议
l 装置对装置协议(使用内置RS485口)
由于辅传动电机容量都在1000KW以下,比较适合采用IGBT器件的通用变频器+交流异步机方案。通用变频器的特点是功率器件采用IGBT、主回路采用两电平PWM工作方式、控制采用V/f比控制或矢量控制。
交流辅传动控制系统采用西门子公司具有矢量控制功能的6SE70系列通用变频器,系统采用(简称AC/AC)(图1)供电方式或带回馈单元及直流母线供电方式(简称DC/AC)(图2)。传动系统与上位机采用Profibus-DP通讯。
对于粗轧、精轧和卷取,采用整流回馈的变频方案(DC/AC);对于炉区和收集区,采用整流单元+制动电阻的变频方案(AC/AC)。各电机详细控制方案及变压器分组情况见3.2.8节:变频交流传动系统单线图。
图1为AC/AC通用变频器系统框图,图2 为带回馈单元及直流母线变频器系统框图。可以看出,系统主要有以下几部分组成:
(1) 进线变压器
进线变压器的作用是:把进线电压转换为整流单元所需要的电压;通过一定的短路阻抗保护整流单元的二极管元件;限制电源侧谐波对变频器的干扰及变频器侧谐波对电网的干扰。
在电网电压与变频器所需电压接近的情况下,进线变压器可用进线电抗器替代。
(2) 整流单元
对于没有回馈单元的整流单元大都采用功率二极管元件组成的不可控三相变流器电路,其输出接到大电容上,由此获得较稳定的直流电压,从而构成电压型变频器。另外直流回路大电容还起到滤波及提供无功电流的作用,因此,这种交-直-交电压型通用变频器对电网的谐波污染较小,并且具有较高的功率因素。
对于带回馈功能的整流单元需要采用晶闸管元件组成可控整流电路,以便在回馈单元工作时, 整流单元处于封锁状态,避免在整流单元和回馈单元之间出现环流故障。
(3) 逆变单元
逆变单元将整流后的直流电压转换为电压和频率均可变化的交流电,送给交流电动机以实现变频调速。逆变单元的功率器件采用IGBT,采用两电平PWM调制方式。
(4) 制动单元
由于机械设备制动时,逆变单元将电机的机械能量回馈到直流侧,存储在电容器上,会造成电容器上的电压上升。当回馈的能量较大时,由于电容器没有放电回路,电容器上的直流电压过高,严重时会造成二极管、IGBT和电容器的损坏。因此,对于经常处于制动状态的调速系统,要加制动单元以放掉电容器上过多的能量。制动单元工作原理就是可控电阻能耗制动,即通过一定开关频率脉冲使能量消耗在电阻上。对于不频繁起制动的系统,可不用制动单元。另外,对有回馈单元的系统不用制动单元。

(5) 回馈单元
对于频繁起制动的系统,采用回馈单元可以把直流母线上的多余能量逆变为交流电回馈到电网并可保证系统响应的快速性。回馈单元一般由三相全控晶闸管整流(逆变)桥构成,当直流母线电压超过一定值时,三相全控晶闸管桥进入逆变工作状态,将直流电逆变为交流电,经自藕变压器回馈至电网。
回馈单元和整流单元必须进行互锁,即两者不能同时工作,因此,有回馈单元时,整流单元必须是可控元件。
(6) 自藕变压器
由于回馈单元是在直流母线(DC BUS)电压比正常值高一定值时才起作用,为使回馈电压与进线电压匹配,必须把回馈单元的逆变电压降低一定值。自藕变压器的作用就是将逆变电压降低15%~20%后回馈给电网。
(7) 直流母线(DC BUS)
当有多台电压相同的电机同时调速时,可采用直流母线(DC BUS)供电方式,由一台整流单元向直流母线供电,由直流母线带多台逆变器的供电方式,直流母线上也可带有逆变单元或制动单元。此方案有如下优点:
1)当多台电机同时工作,有的处于电动状态,有的处于制动状态时,处于电动状态的和与处于制动状态的逆变单元可通过直流母线交换能量,从而减少整流单元、逆变单元或制动单元的容量。
2)多台逆变单元共用一台整流单元、逆变单元或制动单元,可节省设备投资和安装空间。
(8) 控制系统
对于采用IGBT器件的低压交-直-交电压型通用变频器,其控制方式采用PWM方式,控制系统全数字化,控制策略有V/f控制、矢量控制。
本项目中,除炉区和收集区少数设备采用AC/AC供电方式外,其它均采用带回馈单元及直流母线供电方式(DC/AC),详情请见单线图和设备清单。
对于AC/AC变频器后接制动单元及制动电阻,加快停车速度.
由于热连轧工艺对卷取机张力控制要求比较严格,采用通用变频器+交流异步机方案很难满足张力控制要求,因此采用通用变频器+交流同步机方案。
卷取机方案框图
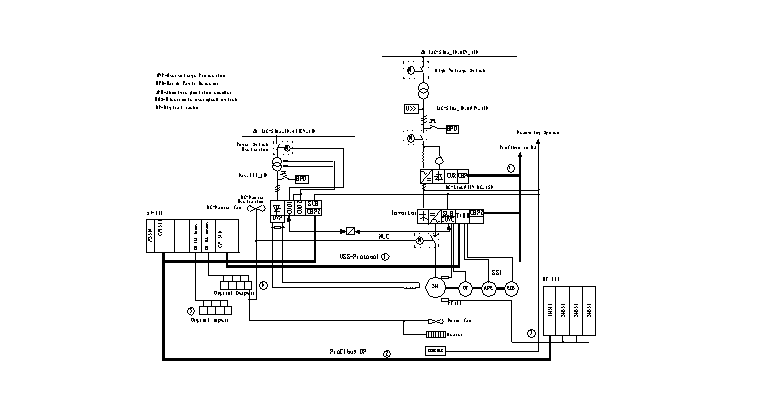
此方案系统构成如下:
l 交流同步电机(用户)
l 高压开关(用户)
l 整流变压器(用户)
l 6SE70逆变器用于给定子供电
l 整流回馈单元用于给逆变器供电
l 6RA70直流调速装置用于给转子供电
l T400、S7-300等用于定转子同步及操作联锁控制。
l 其它附件
l 变频器输入输出电压可达690V,功率可达2300kw;
l V/f比控制和矢量控制;
l 输出频率为0~200HZ;
l 系统的速度响应时间为60ms;
l 系统的速度静态精度为0.01%(码盘反馈);
l 功率因数于0.93;
l 效率大于0.96;
l 可四象限运行;
l 多种故障保护功能;
l 故障显示和记忆功能;
l 一定的可编程功能;
l 网络通信能力。
序号 | 设备 | 代号 | 电机 型号 | 功率kW | 转数 r/min | 电压V | 数量 | 工作制 | 防护等级IP | 冷却方式IC | 安装方式IM | 过载倍数60s | 绝缘等级 | 备注 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
1 | 上料辊道 | A1 | YGP200 L2-8 | 12 | 750 | 380V | 8 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
2 | 炉前辊道 | A2 A3 A5 A6 A8 A8 | YGP200 L2-8 | 12 | 750 | 380V | 45 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
3 | 炉间辊道 | A4 A7 | YGP200 L2-8 | 12 | 750 | 380V | 22 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
4 | 返回辊道 | B1 B2 | YGP200 L2-8 | 12 | 750 | 380V | 24 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 | 出炉辊道 | B3 B5 B7 | YGP200 L2-8 | 12 | 750 | 380V | 45 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
7 | 炉间辊道2 | B4 B6 | YGP200 L2-8 | 12 | 750 | 380V | 22 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
8 | 粗轧除鳞机及辊道 | C1 | YGP200 L2-8 | 12 | 750 | 380V | 9 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
9 | R1轧机前运输辊道 | C2 C3 C4 | YGP316 M3-8 | 18 | 180 | 380V | 22 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
10 | 二辊机前工作辊道 | C5 C6 | YGP366 L1-8 | 22 | 160 | 380V | 18 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
11 | 二辊机后工作辊道 | C7 C8 | YGP366 L1-8 | 22 | 160 | 380V | 18 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
12 | E1机架辊 |
| YGP366 L1-8 | 22 | 160 | 380V | 2 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
13 | R1机架辊 |
| YGP400-8 | 38 | 145 | 380V | 2 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
14 | R2轧机前入口辊道 | C9-C13 | YGP315 M1-8 | 28 | 300 | 380V | 51 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
15 | R2轧机前工作辊道 | C14-C16 | YGP355 L1-8 | 38 | 270 | 380V | 24 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
16 | R2轧机后工作辊道 | C17-C19 | YGP355 L1-8 | 38 | 270 | 380V | 24 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
17 | 中间辊道1 | D1 D2 | YGP315 S2-8 | 20 | 300 | 380V | 21 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
18 | 中间辊道2 | D3-D5 | YGP280 L1-8 | 16 | 335 | 380V | 40 | S3 40% | 54 | 410 | B3 | 1.5 | H |
|
19 | 中间辊道3 | D6-D7 | YGP280 L1-8 | 12 | 265 | 380V | 25 | S3 40% | 54 | 410 | B3 | 1.5 | H |
|
20 | E2机架辊 |
| YGP355 L-8 | 28 | 270 | 380V | 2 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
21 | R2机架辊 |
| YGP355 L2-8 | 38 | 242 | 380V | 2 | S5 60% | 54 | 410 | B3 | 2.5 | H |
|
22 | 剪前辊道 | D8 | YGP280 L2-8 | 6 | 840 | 380V | 12 | S3 40% | 54 | 410 | B3 | 1.5 | H |
|
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 | 精轧除鳞机辊道 | D9 | YGP280 L2-8 | 6 | 840 | 380V | 3 | S3 40% | 54 | 410 | B3 | 1.5 | H |
|
25 | 精轧除鳞机入口夹送辊 |
| YGP315 S1-8 | 50 | 840 | 380V | 2 | S3 40% | 54 | 410 | B3 | 2.5 | H |
|
26 | 精轧除鳞机出口夹送辊 |
| YGP280 L2-8 | 10 | 840 | 380V | 1 | S3 40% | 54 | 410 | B3 | 1.5 | H |
|
27 | 输出辊道 | G1-G7 | YGP180 L1-4 | 8 | 1400 | 380V | 344 | S1 | 56 | 410 | B3 | 1.5 | H |
|
28 | 卷取机机上辊道 | G8 | YGP180 L1-4 | 8 | 1400 | 380V | 13 | S1 | 56 | 410 | B3 | 1.5 | H |
|
29 | R2换辊小车 |
| YPT315 L-4 | 90 | 750/1450 | 380V | 1 | S3 30% |
|
| B3 | 2.5 | F |
|
30 | 精轧换辊小车 |
| YPT280 M-4 | 45 | 750/1450 | 380V | 7 | S3 30% |
|
| V1 | 2.5 | F |
|
31 | 中间坯推出装置 |
| YGP280 L1-6 | 30 | 600 | 380V | 4 | S3 30% |
|
| B3 | 2.5 | F |
|
32 | 料头横移小车 |
| Y180 M-4 | 5 | 1500 | 380V | 1 | S3 30% |
|
| B3 | 2.5 | F | 待定 |
33 | E1立辊轧机 |
| TBP130 O-6 | 1300 | 110/270 | 1650V | 2 | 正反转启制动5次/分钟 |
|
| V1 | 2.5 | F |
|
34 | E1立辊轧机侧压 |
| YPT460-0 | 220 | 400/1000 | 380V | 2 | S3 30% |
|
| V1 | 2.5 | F |
|
35 | R1二辊轧机主电机 |
| TBP330 O-16/3150 | 3800 | 28/52 | 1650V | 2 | 正反转启制动5次/分钟 |
|
| B3 | 2.5 | F |
|
36 | R1二辊轧机压下 |
| YPT315-8 | 150 | 515/1030 | 380V | 2 | S3 30% |
|
| B3 | 2.5 | F |
|
37 | R1二辊轧机回松 |
| YPT315-8 | 104 | 550/1100 | 380V | 1 | S3 30% |
|
| B3 | 2.5 | F |
|
38 | E2立辊轧机 |
| TBP160 O-6/1730 | 1500 | 160/400 | 1650V | 2 | 正反转启制动5次/分钟 |
|
| V1 | 2.5 |
|
|
39 | E2立辊侧压 |
| TBP460 O-6 | 220 | 400/1000 | 380V | 2 | S3 30% |
|
| V1 | 2.5 | F |
|
40 | R2二辊轧机主电机 |
| TPB7500-16/3150 | 7500 | 45/100 | 1650V | 2 | 正反转启制动5次/分钟 |
|
| B3 | 2.5 | F |
|
41 | R2二辊轧机压下 |
| YPT355 L-6 | 300 | 515/1030 | 660V | 2 | S3 30% |
|
| B3 | 2.5 | F |
|
42 | F1E立辊轧机 |
| YLBP560-8 | 370 | 200/400 | 660V | 2 | S9 |
|
| V1 | 2.5 | F |
|
43 | F1精轧机 |
| TPB9000-8/2820 | 9000 | 100/230 | 1650V | 1 | S9 |
|
| B3 | 2.5 | F |
|
44 | F2精轧机 |
| TPB9000-8/2820 | 9000 | 100/230 | 1650V | 1 | S9 |
|
| B3 | 2.5 | F |
|
45 | F3精轧机 |
| TPB9000-8/2820 | 9000 | 100/230 | 1650V | 1 | S9 |
|
| B3 | 2.5 | F |
|
46 | F4精轧机 |
| TPB9000-8/2820 | 9000 | 113/260 | 1650V | 1 | S9 |
|
| B3 | 2.5 | F |
|
47 | F5精轧机 |
| TPB9000-8/2820 | 8000 | 176/406 | 1650V | 1 | S9 |
|
| B3 | 2.5 | F |
|
48 | F6精轧机 |
| TPB9000-8/2820 | 8000 | 209/480 | 1650V | 1 | S9 |
|
| B3 | 2.5 | F |
|
49 | F7精轧机 |
| TPB9000-8/2820 | 7500 | 240/550 | 1650V | 1 | S9 |
|
| B3 | 2.5 | F |
|
50 | 切头飞剪 |
| TPB2300-4 | 2200 | 750 | 1650V | 1 | S3 30% |
|
| B3 | 2.5 | F |
|
51 | 夹送辊(张力辊) |
| YPT550-8 | 500 | 400/915 | 660V | 2 | S9 |
|
| B3 | 2.5 | F |
|
52 | 夹送辊(机架辊) |
| YGP160 L-4 | 8 | 1400 | 380V | 11 | S1 | 56 | 410 | B3 | 1.5 | H |
|
53 | 卷取机 |
| TBP1000-8 | 1000 | 230/600 | 660V | 2 | S9 |
|
| B3 | 2.5 | F |
|
54 | 助卷辊 |
| 316M1-4 | 75 | 1200 | 380V | 6 | S1 |
|
| B3 | 2.5 | F |
|
55 | 快速运输连 |
| YPT225 M-4 | 38 | 1500 | 380V | 1 | S3 40% |
|
| B3 | 2.5 | F |
|
56 | 慢速运输连 |
| YPT280 M-8 | 45 | 975 | 380V | 2 | S1 |
|
| B3 | 2.5 | F |
|
57 | 检查线吊车 |
| YZ160M 1-8 | 3 | 750 | 380V | 2 | S3 40% |
|
| B3 | 2.5 | F | 暂定 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1. 通用数据
形 式:油浸式三相变压器
频 率:50Hz
最大温升:55℃(绕组)
噪 音:≤55 dB
冷却方式:风冷或自冷
温度保护:报警1个,跳闸1个
瓦斯保护:报警1个,跳闸1个
分接抽头:0,±5﹪
网侧和阀侧之间加设屏蔽层,屏蔽层应可靠接地。
2. 各变压器容量和连接组别等
变压器名称 | 电机总容量(KW) | 计算 容量(KW) | 选择 容量(KW) | 连接组别 | 变压比 | 短路阻抗 | 数量 |
加热炉区 | 2004 | 2404(0.8) | 2700KVA | D/y-11 | 10kV/400V | 5% | 1 |
粗轧区1 | 2306 | 2767(0.8) | 2700KVA | D/d-0 | 10kV/400V | 5% | 1 |
粗轧区2 | 3824 | 4588(0.8) | 4500KVA | D/y-11 | 10kV/400V | 5% | 1 |
R2压下 | 600 | 900 | 900KVA | D/d-0 | 10kV/690V | 7% | 1 |
精轧区 | 1560 | 1872(0.8) | 1800KVA | D/d-0 | 10kV/400V | 5% | 1 |
F1E立辊 | 740 | 1110 | 1200KVA | D/d-0 | 10kV/690V | 7% | 1 |
热输出辊道 | 2580 | 3483(0.9) | 3700KVA | D/y-11 | 10kV/400V | 5% | 1 |
卷取机 | 2000 | 2100(0.7) | 2100KVA | D/d-0 | 10kV/690V | 7% | 1 |
卷取机夹送辊 | 2000 | 2100(0.7) | 2100KVA | D/d-0 | 10kV/690V | 7% | 1 |
卷取及收集区 | 680 | 1020 | 1000KVA | D/y-11 | 10kV/400V | 5% | 1 |
控制电源 |
| 370 | 500KVA | D/y0-11 | 10kV/380V | 5% | 1 |
3. 其它
l 此清单为按现有电机参数由金自天正计算而得,未与其它单位协商。
l 此变压器定货最好在初步设计完成后进行。
变频器和逆变器选型清单:
设备名称 | 电机 容量 KW | 电 机 台数* 组数 | 电机 电压 (V) | 电 机总电流 (A) | 控制 方式 | 控制装置 型号 | 长期 电流 裕量 | 1分钟 过载 能力 | 控制 装置 数量 |
炉区: | |||||||||
上料辊道 A1 | 12 | 8 | AC380 | 26*8 | AC/AC | 6SE7033-2TG60 160KW 315A | 1.51 | 2.1 | 1 |
炉前辊道A2,A5,A8 | 12 | 7*3 | AC380 | 26*7 | AC/AC | 6SE7032-6TG60 132KW 260A | 1.43 | 2.0 | 3 |
炉前辊道A3,A6,A9 | 12 | 8*3 | AC380 | 26*8 | AC/AC | 6SE7033-2TG60 160KW 315A | 1.51 | 2.1 | 3 |
炉间辊道1段 A4,A7 | 12 | 11*2 | AC380 | 26*11 | AC/AC | 6SE7033-7EG60 200KW 370A | 1.3 | 1.8 | 2 |
返回辊道 B1,B2 | 12 | 24 | AC380 | 26*24 | AC/AC | 6SE7037-0EK60 400KW 690A | 1.1 | 1.5 | 1 |
出炉辊道 B3,B5,B7 | 12 | 13*3 | AC380 | 26*13 | AC/AC | 6SE7035-1EK60 250KW 510A | 1.51 | 2.1 | 3 |
炉间辊道2 B4,B6 | 12 | 11*2 | AC380 | 26*11 | AC/AC | 6SE7033-7EG60 200KW 370A | 1.3 | 1.8 | 2 |
粗轧区: | |||||||||
除鳞机及辊道C1 | 12 | 9 | AC380 | 26*9 | DC/AC | 6SE7033-2TG60 160KW 315A | 1.35 | 1.9 | 1 |
R1轧机机前运输辊道1 C2 | 18 | 10 | AC380 | 34*10 | DC/AC | 6SE7036-0TJ60 315KW 590A | 1.74 | 2.4 | 1 |
R1轧机机前运输辊道段2 C3、C4 | 18 | 12 | AC380 | 34*12 | DC/AC | 6SE7036-0TJ60 315KW 590A | 1.45 | 2.0 | 1 |
R1轧机前工作辊道 | 22 | 18 | AC380 | 42*18 | DC/AC | 6SE7041-1TK60 630KW 1100A | 1.46 | 2.0 | 1 |
R1轧机后工作辊道 | 22 | 18 | AC380 | 42*18 | DC/AC | 6SE7041-1TK60 630KW 1100A | 1.46 | 2.0 | 1 |
E1机架辊 | 22 | 2 | AC380 | 42*2 | DC/AC | 6SE7031-8TF60 90KW 186A | 2.2 | 3.0 | 1 |
E1立辊侧压 | 220 | 1*2 | AC380 | 420 | DC/AC | 6SE7037-0TJ60 400KW 690A | 1.64 | 2.2 | 2 |
R1机架辊 | 38 | 2 | AC380 | 71*2 | DC/AC | 6SE7032-6TG60 132KW 260A | 1.83 | 2.5 | 1 |
R1压下 | 150 | 1*2 | AC380 | 284 | DC/AC | 6SE7036-0TJ60 315KW 590A | 2.1 | 2.9 | 2 |
R1回松 | 150 | 1 | AC380 | 284 | DC/AC | 6SE7036-0TJ60 315KW 590A | 2.1 | 2.9 | 1 |
R2机前入口辊道段1、2、3 | 28 | 17*3 | AC380 | 53*17 | DC/AC | 6SE7041-3TL60 710KW 1300A | 1.44 | 2.0 | 3 |
R2机前工作辊道段1、2 | 38 | 12*2 | AC380 | 71*12 | DC/AC | 6SE7041-3TL60 710KW 1300A | 1.53 | 2.1 | 2 |
R2机后工作辊道段1、2 | 38 | 12*2 | AC380 | 71*12 | DC/AC | 6SE7041-3TL60 710KW 1300A | 1.53 | 2.1 | 2 |
E2机架辊 | 28 | 2 | AC380 | 53*2 | DC/AC | 6SE7031-8TF60 90KW 186A | 1.75 | 2.4 | 1 |
E2侧压 | 220 | 1*2 | AC380 | 420 | DC/AC | 6SE7037-0TJ60 400KW 690A | 1.64 | 2.2 | 2 |
R2机架辊 | 38 | 2 | AC380 | 71*2 | DC/AC | 6SE7032-6TG60 132KW 260A | 1.83 | 2.5 | 1 |
R2压下 | 300 | 1*2 | AC660 | 328 | DC/AC | 6SE7036-5WK60 630KW 650A | 1.98 | 2.7 | 2 |
中间辊道1 D1、D2 | 20 | 21 | AC380 | 38*21 | DC/AC | 6SE7041-1TK60 630KW 1100A | 1.38 | 1.9 | 1 |
中间辊道3 | 12 | 25 | AC380 | 26*25 | DC/AC | 6SE7038-6TK60 500KW 860A | 1.32 | 1.8 | 1 |
中间辊道2 | 16 | 20*2 | AC380 | 30*20 | DC/AC | 6SE7038-6TK60 500KW 860A | 1.43 | 2.0 | 2 |
精轧区: | |||||||||
剪前辊道 | 6 | 12 | AC380 | 11*12 | DC/AC | 6SE7031-8TF60 90KW 186A | 1.41 | 2.0 | 1 |
精轧除鳞机辊道 | 6 | 3 | AC380 | 11*3 | DC/AC | 6SE7026-0TD61 30KW 59A | 1.79 | 2.4 | 1 |
精轧除鳞机入口夹送辊 | 50 | 2 | AC380 | 95*2 | DC/AC | SE7033-2TG60 160KW 315A | 1.66 | 2.3 | 1 |
精轧除鳞机出口夹送辊 | 8 | 1 | AC380 | 15 | DC/AC | 6SE7023-4TC61 15KW 34A | 2.27 | 3.1 | 1 |
FE1立辊轧机主传动 | 370 | 1*2 | AC660 | 404 | DC/AC | 6SE7036-5WK60 630KW 650A | 1.61 | 2.2 | 2 |
卷取区: | |||||||||
热输出辊道 | 7.5 | 69*4+68*1 | AC380 | 14*69 | DC/AC | 6SE7041-3TL60 710KW 1300A | 1.35 | 1.8 | 5 |
No.1.2张力辊主传动 | 500 | 1*4 | AC660 | 550 | DC/AC | 6SE7041-1WL60 1000KW 1080A | 1.96 | 2.7 | 4 |
No.1卷取上辊道G8 | 7.5 | 13 | AC380 | 14*13 | DC/AC | 6SE7032-6TG60 132KW 260A | 1.43 | 1.94 | 1 |
No.1卷取机夹送辊 | 7.5 | 6 | AC380 | 14*6 | DC/AC | 6SE7031-5TF60 75KW 146A | 1.74 | 2.4 | 1 |
No.2卷取机夹送辊 | 7.5 | 5 | AC380 | 14*5 | DC/AC | 6SE7031-5TF60 75KW 146A | 2.1 | 2.84 | 1 |
1#卷取助卷辊 | 75 | 1*3 | AC380 | 142 | DC/AC | 6SE7032-1TG60 110KW 210A | 1.48 | 2.0 | 3 |
2#卷取助卷辊 | 75 | 1*3 | AC380 | 142 | DC/AC | 6SE7032-1TG60 110KW 210A | 1.48 | 2.0 | 3 |
卷取机: | |||||||||
卷取机 (同步) | 1000 | 1*2 | AC660 | 861 | AC/DC | 6SE7041-6WQ60 1500KW 1580A | 1.84 | 2.5 | 2 |
其他 | DC/AC | 6RA7085-6DS22 400V 600A |
|
| 2 | ||||
| T400 S7-300 |
|
| 2 | |||||
钢卷运输链: | |||||||||
快速链式 运输机 | 38 | 1 | AC380 | 71 | AC/AC | 6 6SE7031-5EF60 75KW 146A | 2.06 | 2.8 | 1 |
钢卷检查线: | |||||||||
检查线吊车1# | 3 | 1 | AC380 | 6 | AC/AC | 6 6SE7021-8EB61 7.5KW 17.5A | 2.92 | 4.0 | 1 |
检查线吊车2# | 3 | 1 | AC380 | 6 | AC/AC | 6SE7021-8EB61 7.5KW 17.5A | 2.92 | 4.0 | 1 |
整流回馈单元选型清单:
设备 名称 | 电机 容量 (KW) | 电 机 数 量 | 单台整流回馈对应 电机 总容量 (KW) | 单台整流回馈对应 电机 总电 流(A) | 整流回馈 型 号 (额定功率) | 整流 回馈 数量 | 备注 |
粗轧区: | |||||||
除鳞机及辊道C1 | 12 | 9 | 504 | 982 | 6SE7041-3EK85-1AA0 (630KW,1333A) | 1 |
|
R1轧机机前运输辊道1 C2 | 18 | 10 | |||||
R1轧机机前运输辊道段2 C3、C4 | 18 | 12 | |||||
R1轧机前工作辊道 | 22 | 18 | 396 | 756 | 6SE7041-3EK85-1AA0 (630KW,1333A) | 1 |
|
R1轧机后工作辊道 | 22 | 18 | 396 | 756 | 6SE7041-3EK85-1AA0 (630KW,1333A) | 1 |
|
E1机架辊 | 22 | 2 | 560 | 1066 | 6SE7041-8EK85-1AA0 (800KW,1780A) | 1 |
|
E1立辊侧压 | 220 | 1*2 | |||||
R1机架辊 | 38 | 2 | |||||
R1压下 | 150 | 1*2 | 450 | 852 | 6SE7041-3EK85-1AA0 (630KW,1333A) | 1 |
|
R1回松 | 150 | 1 | |||||
R2机前入口辊道段1、2、3 | 28 | 17*3 | 1428 | 901 | 6SE7041-3EK85-1AA0 (630KW,1333A) | 3 |
|
R2机前工作辊道段1、2 | 38 | 12*2 | 912 | 852 | 6SE7041-3EK85-1AA0 (630KW,1333A) | 2 |
|
R2机后工作辊道段1、2 | 38 | 12*2 | 912 | 852 | 6SE7041-3EK85-1AA0 (630KW,1333A) | 2 |
|
E2机架辊 | 28 | 2 | 572 | 1088 | 6SE7041-8EK85-1AA0 (800KW,1780A) | 1 |
|
E2侧压 | 220 | 1*2 | |||||
R2机架辊 | 38 | 2 | |||||
R2压下 | 300 | 1*2 | 600 | 656 | 6SE7041-5HK85-1AA0 (1100KW,1464A) | 1 |
|
中间辊道1 D1、D2 | 20 | 21 | 720 | 1448 | 6SE7041-8EK85-1AA0 (800KW,1780A) | 1 |
|
中间辊道3 | 12 | 25 | |||||
中间辊道2 | 16 | 20*2 | 640 | 600 | 6SE7041-8EK85-1AA0 (800KW,1780A) | 1 |
|
精轧区: | |||||||
剪前辊道 | 6 | 12 | 198 | 370 | 6SE7038-2EH85-1AA0 (400KW,821A) | 1 |
|
精轧除鳞机辊道 | 6 | 3 | |||||
精轧除鳞机入口夹送辊 | 50 | 2 | |||||
精轧除鳞机出口夹送辊 | 8 | 1 | |||||
FE1立辊轧机主传动 | 370 | 1*2 | 740 | 808 | 6SE7041-5HK85-1AA0 (1100KW,1464A) | 1 |
|
卷取区: | |||||||
热输出辊道 | 7.5 | 69*4+68*1 | 2580 | 966 | 6SE7041-3EK85-1AA0 (630KW,1333A) | 5 |
|
No.1.2张力辊主传动 | 500 | 1*4 | 2000 | 2200 | 6SE7041-5HK85-1AA0 (1100KW,1464A) | 2 | 并联 |
No.1卷取上辊道G8 | 7.5 | 13 | 630 | 1188 | 6SE7041-8EK85-1AA0 (800KW,1780A) | 1 |
|
No.1卷取机夹送辊 | 7.5 | 6 | |||||
No.2卷取机夹送辊 | 7.5 | 5 | |||||
1#卷取助卷辊 | 75 | 1*3 | |||||
2#卷取助卷辊 | 75 | 1*3 | |||||
卷取机: | |||||||
卷取机 (同步) | 1000 | 1*2 | 2000 | 1732 | 6SE7041-5HK85-1AA0 (1100KW,1464A) | 2 | 并联 |
见附件
见附件
见附件
l 很高的检测精度,较宽的检测范围
l 实时性强,反应速度快,良好的重复性和可靠性
l 能够抗击冶金震动、高温、潮湿及金属粉尘和雾气的干扰
2个,测宽仪柜1个,测厚仪柜1个,测厚仪稳压电源1台;
1个;
2,室内应有空调设施。


序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 冷金属检测器 | CMD101 | A1辊道入口 | 加热炉区 |
2 | 冷金属检测器 | CMD102 | A2辊道入口 | 加热炉区 |
3 | 冷金属检测器 | CMD103 | A2辊道中间 | 加热炉区 |
4 | 冷金属检测器 | CMD104 | A3辊道入口 | 加热炉区 |
5 | 冷金属检测器 | CMD105 | A4辊道入口 | 加热炉区 |
6 | 冷金属检测器 | CMD106 | A5辊道入口 | 加热炉区 |
7 | 冷金属检测器 | CMD107 | A6辊道入口 | 加热炉区 |
8 | 冷金属检测器 | CMD108 | A7辊道入口 | 加热炉区 |
9 | 冷金属检测器 | CMD109 | A8辊道入口 | 加热炉区 |
10 | 冷金属检测器 | CMD110 | A9辊道入口 | 加热炉区 |
11 | 冷金属检测器 | CMD401 | 1#步进梁接卷位 | 卷取运输链 |
12 | 冷金属检测器 | CMD402 | 快速运输线对应1#步进梁接卷位 | 卷取运输链 |
13 | 冷金属检测器 | CMD403 | 2#步进梁接卷位 | 卷取运输链 |
14 | 冷金属检测器 | CMD404 | 快速运输线对应2#步进梁接卷位 | 卷取运输链 |
15 | 冷金属检测器 | CMD405 | 3#步进梁接卷位 | 预留,卷取运输链 |
16 | 冷金属检测器 | CMD406 | 快速运输线对应3#步进梁接卷位 | 预留,卷取运输链 |
17 | 冷金属检测器 | CMD407 | 快速运输线对应4#步进梁送卷位 | 卷取运输链 |
18 | 冷金属检测器 | CMD408 | 4#步进梁接卷位 | 卷取运输链 |
19 | 冷金属检测器 | CMD409 | 1#固定台架接卷位 | 卷取运输链 |
20 | 冷金属检测器 | CMD410 | 5#步进梁接卷位 | 卷取运输链 |
21 | 冷金属检测器 | CMD411 | 提升机接卷位 | 卷取运输链 |
22 | 冷金属检测器 | CMD412 | 6#步进梁接卷位 | 卷取运输链 |
23 | 冷金属检测器 | CMD413 | 称重台架接卷位 | 卷取运输链 |
24 | 冷金属检测器 | CMD414 | 7#步进梁接卷位 | 卷取运输链 |
25 | 冷金属检测器 | CMD415 | 2#固定台架接卷位 | 卷取运输链 |
26 | 冷金属检测器 | CMD416 | 8#步进梁接卷位 | 卷取运输链 |
27 | 冷金属检测器 | CMD417 | 3#固定台架接卷位 | 卷取运输链 |
28 | 冷金属检测器 | CMD418 | 9#步进梁接卷位 | 卷取运输链 |
29 | 冷金属检测器 | CMD419 | 1#慢速运输线接卷位 | 卷取运输链 |
30 | 冷金属检测器 | CMD420 | 10#步进梁接卷位 | 卷取运输链 |
31 | 冷金属检测器 | CMD421 | 4#固定台架接卷位 | 卷取运输链 |
32 | 冷金属检测器 | CMD422 | 11#步进梁接卷位 | 卷取运输链 |
33 | 冷金属检测器 | CMD423 | 2#慢速运输线接卷位 | 卷取运输链 |
序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 热金属检测器 | HMD101 | B1、B2辊道之间 | 加热炉区 |
2 | 热金属检测器 | HMD102 | B3、B4辊道之间 | 加热炉区 |
3 | 热金属检测器 | HMD103 | B5、B6辊道之间 | 加热炉区 |
4 | 热金属检测器 | HMD201 | C1辊道头部 | 粗轧区 |
5 | 热金属检测器 | HMD202 | C1辊道尾部,靠近除鳞箱2.5米左右 | 粗轧区 |
6 | 热金属检测器 | HMD203 | E1轧机推床入口约5米 | 粗轧区 |
7 | 热金属检测器 | HMD204 | E1轧机前推床入口1米 | 粗轧区 |
8 | 热金属检测器 | HMD204 | E1轧机前约1.5米(用于E1 SSC) | 粗轧区 |
9 | 热金属检测器 | HMD206 | R1轧机后推床出口约1.5米 | 粗轧区 |
10 | 热金属检测器 | HMD207 | R1轧机后推床出口约xx米 | 粗轧区 |
11 | 热金属检测器 | HMD208 | E2轧机推床入口约5米 | 粗轧区 |
12 | 热金属检测器 | HMD209 | E2轧机前约1.5米(用于E1 SSC) | 粗轧区 |
13 | 热金属检测器 | HMD210 | R2轧机后推床出口约1.5米 | 粗轧区 |
14 | 热金属检测器 | HMD211 | R2轧机后推床出口约xx米 | 粗轧区 |
15 | 热金属检测器 | HMD301 | 飞剪测量辊前4米 | 精轧区 |
16 | 热金属检测器 | HMD302 | 飞剪测量辊后2米 | 精轧区 |
17 | 热金属检测器 | HMD303 | 飞剪测量辊后5米 | 精轧区 |
18 | 热金属检测器 | HMD304 | F7轧机出口3米 | 精轧区 |
19 | 热金属检测器 | HMD401 | 1#卷取机前导板入口前2米 | 卷取区 |
20 | 热金属检测器 | HMD402 | 2#卷取机前导板入口前2米 | 卷取区 |
21 | 热金属检测器 | HMD403 | 3#卷取机前导板入口前2米 | 预留,卷取区 |
序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 高温计 | PY101 | A1辊道头部 | 加热炉区 |
2 | 高温计 | PY201 | C1辊道头部 | 粗轧区 |
3 | 高温计 | PY202 | E1轧机推床入口约5米 | 粗轧区 |
4 | 高温计 | PY204 | R1轧机后推床出口约1.5米 | 粗轧区 |
5 | 高温计 | PY203 | E2轧机推床入口约5米 | 粗轧区 |
6 | 高温计 | PY204 | R2轧机后推床出口约1.5米 | 粗轧区 |
7 | 高温计 | PY301 | 飞剪测量辊后5米,与HMD214同一地点 | 精轧区 |
8 | 高温计 | PY302 | F1E轧机与精轧除鳞箱之间 | 精轧区 |
9 | 高温计 | PY303 | F7轧机出口3米,与HMD215同一地点 | 精轧区 |
10 | 高温计 | PY401 | 1#卷取机前导板入口前2米, 与PY402互备 | 卷取区, 最低350℃ |
11 | 高温计 | PY402 | 1#卷取机前导板入口前2米, 与PY401互备 | 卷取区, 最低350℃ |
序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 测宽仪 | WG201 | E1轧机前推床入口1米 | 粗轧区 |
2 | 测宽仪 | WG202 | E2轧机前推床入口1米 | 粗轧区 |
3 | 测宽仪 | WG203 | R2轧机后推床出口约1.5米 | 粗轧区 |
4 | 测宽仪 | WG301 | F7轧机出口约3-4米 | 精轧区 |
序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 测厚仪 | TG301 | F7轧机出口约3-4米 | 精轧区 |
序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 激光检测器 | LD401 | 1#卷取机夹送辊中心距(前)6米 | 卷取区 |
2 | 激光检测器 | LD402 | 1#卷取机夹送辊中心距(前)10米 | 卷取区 |
3 | 激光检测器 | LD403 | 1#卷取机夹送辊与卷筒之间 | 卷取区 |
4 | 激光检测器 | LD404 | 2#卷取机夹送辊中心距(前)6米 | 卷取区 |
5 | 激光检测器 | LD405 | 2#卷取机夹送辊中心距(前)10米 | 卷取区 |
6 | 激光检测器 | LD406 | 2#卷取机夹送辊与卷筒之间 | 卷取区 |
7 | 激光检测器 | LD407 | 3#卷取机夹送辊中心距(前)6米 | 预留,卷取区 |
8 | 激光检测器 | LD408 | 3#卷取机夹送辊中心距(前)10米 | 预留,卷取区 |
9 | 激光检测器 | LD409 | 3#卷取机夹送辊与卷筒之间 | 预留,卷取区 |
序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 轧制力检测仪 | PD201/202 | E1轧机 | 粗轧区 |
2 | 轧制力检测仪 | PD203/204 | R1轧机 | 粗轧区 |
3 | 轧制力检测仪 | PD205/206 | E2轧机 | 粗轧区 |
4 | 轧制力检测仪 | PD207/208 | R2轧机 | 粗轧区 |
5 | 轧制力检测仪 | PD301/302 | F1轧机 | 精轧区 |
6 | 轧制力检测仪 | PD303/304 | F2轧机 | 精轧区 |
7 | 轧制力检测仪 | PD305/306 | F3轧机 | 精轧区 |
8 | 轧制力检测仪 | PD307/308 | F4轧机 | 精轧区 |
9 | 轧制力检测仪 | PD309/310 | F5轧机 | 精轧区 |
10 | 轧制力检测仪 | PD311/312 | F6轧机 | 精轧区 |
11 | 轧制力检测仪 | PD313/314 | F7轧机 | 精轧区 |
序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 辊缝检测仪 | GD201/202 | E1轧机两只,Aritime制造 | 粗轧区 |
2 | 辊缝检测仪 | GD203/204 | R1轧机两只,Aritime制造 | 粗轧区 |
3 | 辊缝检测仪 | GD205/206 | E2轧机两只,Aritime制造 | 粗轧区 |
4 | 辊缝检测仪 | GD207/208 | R2轧机两只,Aritime制造 | 粗轧区 |
5 | 辊缝检测仪 | GD301/302 | F1轧机两只,国外进口 | 精轧区 |
6 | 辊缝检测仪 | GD303/304 | F2轧机两只,国外进口 | 精轧区 |
7 | 辊缝检测仪 | GD305/306 | F3轧机两只,国外进口 | 精轧区 |
8 | 辊缝检测仪 | GD307/308 | F4轧机两只,国外进口 | 精轧区 |
9 | 辊缝检测仪 | GD309/310 | F5轧机两只,国外进口 | 精轧区 |
10 | 辊缝检测仪 | GD311/312 | F6轧机两只,国外进口 | 精轧区 |
11 | 辊缝检测仪 | GD313/314 | F7轧机两只,国外进口 | 精轧区 |
序号 | 仪 表 名 称 | 编 号 | 安 装 位 置 | 备 注 |
1 | 增量码盘 | PG101 | A1辊道电机轴上,用于钢坯测长 | 加热炉前 |
2 | 增量码盘 | PG102 | A2辊道电机轴上,用于钢坯炉前定位 | 加热炉前 |
3 | 增量码盘 | PG103 | A5辊道电机轴上,用于钢坯炉前定位 | 加热炉前 |
4 | 增量码盘 | PG104 | A8辊道电机轴上,用于钢坯炉前定位 | 加热炉前 |
5 | 增量码盘 | PG201 | E1电机轴上,码盘双路输出 | 粗轧区 |
6 | 增量码盘 | PG202 | R1电机轴上,码盘双路输出 | 粗轧区 |
7 | 增量码盘 | PG203 | E2电机轴上,码盘双路输出 | 粗轧区 |
8 | 增量码盘 | PG204 | R2电机轴上,码盘双路输出 | 粗轧区 |
9 | 增量码盘 | PG301 | 飞剪前测量辊 | 精轧区 |
10 | 绝对值码盘 | PG302 | 飞剪减速箱 | 精轧区 |
11 | 增量码盘 | PG303 | 飞剪电机轴上 | 精轧区 |
12 | 增量码盘 | PG304 | F1E电机轴上,码盘双路输出 | 精轧区 |
13 | 增量码盘 | PG305 | F1电机轴上,码盘双路输出 | 精轧区 |
14 | 增量码盘 | PG306 | F2电机轴上,码盘双路输出 | 精轧区 |
15 | 增量码盘 | PG307 | F3电机轴上,码盘双路输出 | 精轧区 |
16 | 增量码盘 | PG308 | F4电机轴上,码盘双路输出 | 精轧区 |
17 | 增量码盘 | PG309 | F5电机轴上,码盘双路输出 | 精轧区 |
18 | 增量码盘 | PG310 | F6电机轴上,码盘双路输出 | 精轧区 |
19 | 增量码盘 | PG311 | F7电机轴上,码盘双路输出 | 精轧区 |
20 | 增量码盘 | PG401 | 1# DWC下夹送辊电机轴上 | 卷取区 |
21 | 增量码盘 | PG402 | 1# DWC卷筒电机轴上 | 卷取区 |
22 | 增量码盘 | PG403 | 2# DWC下夹送辊电机轴上 | 卷取区 |
23 | 增量码盘 | PG404 | 2# DWC卷筒电机轴上 | 卷取区 |
表10-1 轧线仪表名称、编号、安装位置(初步)
仪表种类 | 数量(台) | 介质种类 | 压力MPa | 流量L/min | 温度 ℃ | 质 量 | 备 注 |
测厚仪 | 1 | 冷却水 | 0.25 | 12 | 不高于25℃ | 洁净,无杂质 | 自动恒温水冷系统随设备带 |
|
| 压缩空气 | 0.25 | 1000 |
| 除油、除湿仪表用 | 吹扫射源检测窗口 |
|
| 压缩空气 | 0.5 | 1000 |
| 无特殊要求 | 吹扫钢板上检测窗口 |
测宽仪 (国产) | 3 | 压缩空气 | 0.5 | 3000 |
| 无特殊要求 | 吹扫被检测钢板边缘水 |
|
| 压缩空气或氮气 | 0.1 | 10 |
| 除油、除湿仪表用 | 检测箱内形成正压 |
测宽仪 (进口) | 1 | 冷却水 | 0.3 | 250 | 0~35℃ | 洁净,无杂质过滤孔径最大1.1mm | 扫描器水冷 |
|
| 压缩空气 | 0.6 | 8000 |
| 过滤孔径最大40μm | 气室和喷嘴 |
热金属检测器(HMD) | 21 | 冷却水 | 0.25 | 2 | 30℃以下 | 洁净,无杂质 |
|
|
| 压缩空气或氮气 | 0.25 | 16 |
| 除油、除湿仪表用 |
|
冷金属检测器(CMD) | 31 | 冷却水 | 0.25 | 4 | 30℃以下 | 洁净,无杂质 |
|
|
| 压缩空气或氮气 | 0.25 | 32 |
| 除油、除湿仪表用 |
|
红外高温计 | 11 | 冷却水 | 0.25 | 2 | 30℃以下 | 洁净,无杂质 |
|
|
| 压缩空气或氮气 | 0.25 | 16 |
| 除油、除湿仪表用 |
|
激光检测器 | 9 | 冷却水 | 0.25 | 4 | 30℃以下 | 洁净,无杂质 |
|
|
| 压缩空气或氮气 | 0.25 | 32 |
| 除油、除湿仪表用 |
|
表10-2 轧线仪表冷却水、压缩空气需求表
仪表种类 | 数 量 | 部 件 | 电源种类 | 电 压 | 功 率 | 备 注 |
测压仪 | 3 | 电气柜 | 单相AC | 220V±10% | 最大500W(每个电气柜) | 11套压头用3个电气柜 |
测厚仪 | 1 | 自动恒温循环水制冷系统 | 3相4线制AC | 380V±10% | 最大2000W |
|
|
| 电气柜 | 单相AC | 220V±10% | 最大1500W |
|
|
| 操作盘 | 单相AC | 220V±10% | 最大1500W |
|
|
| C形架驱动马达 | 3相4线制AC | 380V±10% | 最大1500W |
|
测宽仪 (国产) | 3 | 电气柜 | 单相AC | 220V±10% | 最大1000W |
|
测宽仪 (进口) | 1 | 电气柜 | 单相AC | 220V±10% | 最大1000W |
|
|
| 标定装置 | 单相AC | 220V±10% | 最大1000W |
|
热金属检测器(HMD) | 21 |
| DC | 24V±10% | 最大5W | 由PLC供电 |
冷金属检测器(CMD) | 31 |
| DC | 24V±10% | 最大5W | 由PLC供电 |
红外高温计 | 11 |
| DC | 24V±10% | 最大5W | 由PLC供电 |
辊缝仪 | 8 |
| DC | 24V±10% | 最大5W | 由PLC供电 |
激光检测器 | 9 |
| DC | 24V±10% | 最大5W | 由PLC供电 |
表10-3 轧线仪表供电电源需求表

图10-2 测压仪系统框图
E1、E2 2×5000 kN
×20000 kN
R2 2×25000 kN
F1-F4 2×25000 kN
F5-F7 2×20000 kN
0.75 mS
±0.5%F·S
0.1%F·S
300%F·S无零漂
±50ppm/℃ F·S(20℃~150℃
0~150℃ 二次仪表 -10~40℃
175~264VAC / 47~63 Hz 75VA(每台DSP2)
4~20mA对应满量程轧制力(A,B,A+B,A-B各1路)
负载阻抗小于500Ω(也可选择电压)
10000次/秒,分辨率:16位
数字输出 DSP2系统正常: 常闭接点 继电器容量Vmax=30VDC,Imax=1A
通道故障:(2个)常开接点
单传感器操作: 常开接点
负载和变化率限幅:刷新率:1000次/秒,
最小切换时间 500 mS
4个(参数由用户指定):A型 常开接点
压头的安装
电缆铺设
其它
![]()

检测箱
中继箱
仪表柜
。
(对应宽度偏差值)
±10V (对应宽度中心线偏移值)
供电电源:
±10%,1KVA(不包括测宽仪小屋空调、照明电源)
冷却水、压缩空气要求:
接地:
安装测宽仪检测头用小房的要求:
l 测宽仪小房是为安装测宽仪检测头而专门设计的,需采用钢结构,要求具备坚固、稳定、防震和良好的隔热性能,以使测宽仪能够稳定可靠的工作。
l 小房位于辊道(测宽仪位置)的上方,房内地面与辊道平面之间的距离要求为2600mm,小房内部最小尺寸为:长5500mm、宽2200mm、高2200mm。(小房的地面要求水平并稳固,以确保仪器安装时的准确和使用的稳定性)。
l 小房设房门一个,门口朝向操作侧,房门尺寸为:1850×800mm(注意房门一定要有良好的密封性能,以防外部热气与灰尘侵入)。与小房连体可以同时设有过轧线天桥一座。
l 测宽仪小房内地面上开有2000×100mm的通孔,经过通孔测头可以视到辊道上通过的带钢,并对带钢宽度进行测量。要求通孔以透明玻璃板罩住并且密封,防止粉尘和蒸汽通过开孔进入小房内部。(注意:小房底部的开孔横中心线必须与轧制中心线对正重合)
l 小房的底板及四周墙壁内应填加隔热材料,小房的下面(辊道上方)需吊一块隔热板用以隔离热辐射,隔热板与房底间距离≦300mm。隔热板上应开一个与小房底板(房内地面)上同等尺寸的透光孔并在安装时垂直对正。
l 为确保小房内温度20℃-35℃,需配置空调机。
l 小房内要有充足的照明,以利于检修、调试设备。
l 小房墙上装有一个从照明或空调电源供电的AC220V,5A电源插座一个,供维修使用。
l 小房的承重:包括设备和工作人员重量可按1500~2000kg设计,如果作人行通道(可以与过轧线天桥连体),应考虑再以适当加强。
安装测宽仪检测头用的支撑架一个(具体规格尺寸及要求详见图纸)
电缆铺设:
F7出口测宽仪采用KELK公司(加拿大)生产的ACCUBAND C965-A型非接触式光电测宽仪。检测的宽度数据主要用于产品宽度质量的检验。
像素的线扫描,精确检测带钢两个边缘的位置角度。带钢的边缘数据经过进一步的处理,从而计算出带钢的宽度,中心线偏差以及宽度偏差等数据。基于高速微处理器的先进的软件程序保证了系统在对象温度变化,存在氧化铁皮及蒸汽等情况下提供准确的边缘检测。三角形计算技术则能够补偿由于带钢跳动,倾斜,浪型边缘或者带钢厚度变化造成的边缘位置变化。
系统组态
扫描器:
线阵摄像头和相应的边缘检测电子器件,安装在一个防振的框架上,放置于一个带水冷保护的密封箱体内。扫描器安装在带钢法线方向的上方,高度的设置使其可以获得所需的视野范围。
宽的带钢,其典型安装高度为3~5 米。安装高度也可以进行调整,以满足已有的扫描器支撑结构。
气室:
喷嘴:
校准器:
扫描器电源:
标准的仪表箱中)为扫描器电子单元提供直流电源,同时也作为扫描器和电子单元的中间接线箱。在典型安装中,扫描器电源箱安装在距离扫描器10 米左右的可维护位置。选择更长的距离也是可以的。
电子单元:
米的有环境保护措施的操作室或电气室中,通过网络与操作员界面进行通讯。
操作员终端:
19 英寸架装式计算机,一个键盘,鼠标以及17 英寸的显示器。操作员终端可以用来输入带钢的参数(设定宽度,钢卷号,温度补偿曲线代码),而且可以用来显示设定宽度、实时带钢宽度、带钢平均宽度、带钢最大宽度、带钢最小宽度、沿带钢长度与设定宽度的宽度偏差、温度补偿曲线号(如果系统带温度补偿选项)、钢卷号、时间和日期、系统状态和诊断信息等内容。
±0.4 毫米(2 Sigma)
±0.2 毫米(2 Sigma)
最高每秒1250 次。
小于4 毫秒。
最高70℃。扫描器电源: 最高70℃。电子单元: 最高50℃。
接口
模拟输入(7 个输入通道,成组隔离)
0~10 伏,±10 伏,阻抗100 千欧,或4~20 毫安,阻抗500 欧姆。
-轧机速度
-带钢温度
模拟输出(4 个输出通道,成组隔离)
0~10 伏或±10 伏,可驱动负载1 千欧。
-绝对宽度
-与设定值的宽度偏差
-与辊道中心线的带钢中心线偏移
数字输入(15 个输入通道,成组隔离)
干接点或电压检测型。
-测量启动(在逆向道次轧制时停止测量)
数字输出(7 个输出通道)
C 型继电器(单极双触点)。容量: 30 伏300 瓦,交流250 伏2500 伏安,阻性负载。
-仪表正常
-扫描器温度正常
-与主计算机通讯链正常
-计算机模式
-被测宽度在测量范围内
-宽度值有效
-有带钢信号
轧机计算机接口
供电电源:
±10%,1KVA
±10%,1KVA
冷却水、压缩空气要求:
0~40℃,流量:最大10L/min,水质:过滤水(最大过滤孔径1.1mm)
过滤器最大过滤孔径为40微米
0.6Mpa,流量:8000L/min
射线测厚仪(中心点测量)。测厚仪检测器安装在精轧F7出口位置。检测的厚度数据用于AGC控制和产品厚度质量的检验。
 图10-4 测厚仪系统框图
图10-4 测厚仪系统框图
C形架在轨道上可以在测量位置与维修位置间运动。
1.2~19mm
800~1630mm
800~1100℃
22 m/S
±0.1% 或±0.2μm中的较大值
10 mS至200 mS之间用户可调节
10 mS响应时间,2σ噪声小于名义厚度的±0.1%
±0.05% 或±0.2μm中的较大值(包括标准化误差)
8小时内不经过重新标定或标准化的情况下,为被测厚度的±0.25% 或±0.5μm中的较大值
0~10V信号用于数据标志,温度为0~10V信号用于温度补正
±10V,现场可组态对应偏差的±10%或±μm
5个继电器接点
5个继电器接点
TCP/IP通信协议,RJ45连接器与轧机计算机连接
电源种类
电压
功率
稳压电源
AC 单相 50 Hz
220V±10%
最大1500W
操作盘
AC 单相 50 Hz
220V±10%
最大1500W
C形架驱动马达
AC三相4线制50 Hz
380V±10%
最大1500W
水冷装置
AC三相4线制50 Hz
380V±10%
最大2000W
表10-4 KELK 测厚仪供电电源一览表
介质种类
压力MPa
流量L/min
温度 ℃
质 量
备 注
射源及检测器
冷却水
0.25
12
不高于25℃
洁净,无杂质
自动恒温水冷系统随设备带
射源及检测器
压缩空气
0.25
1000
除油、除湿仪表用
吹扫射源检测窗口
被测钢板上方
压缩空气
0.5
1000
无特殊要求
吹扫钢板上检测窗口
表10-5 KELK 测厚仪冷却水、压缩空气一览表
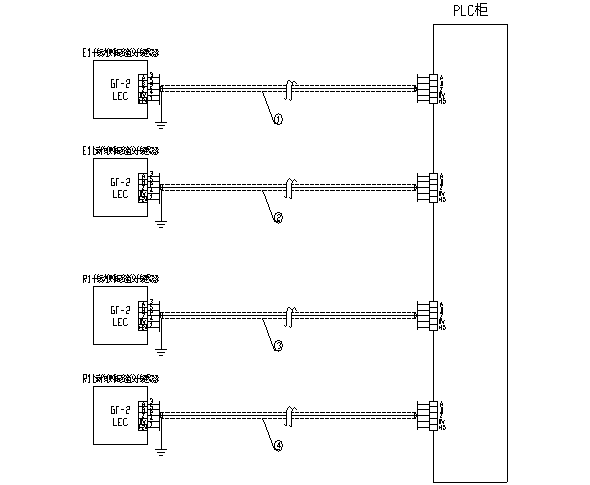

![]()
500mm(按实际行程设计)
1~0.1mm
10Kc
-10℃~50℃
80%
24VDC
S300×24,最大行程 715mm
S508×24(2),最大行程 400mm
S300×24,最大行程 715mm
S560×50,最大行程 550mm
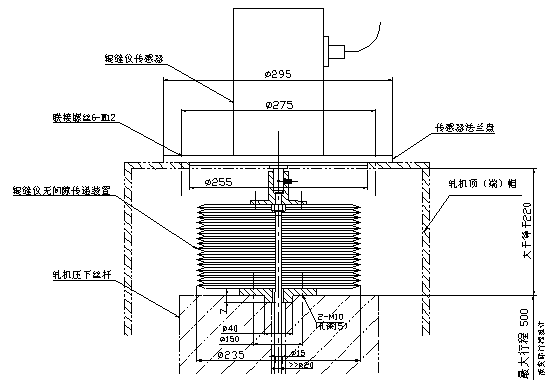
图10-6 辊缝仪安装尺寸图
2
加热炉出口,粗轧区入口和出口带钢温度范围为1000~1300℃。
卷取机入口处的温度范围为500~800℃。
继电器接点信号作为有钢信号
电源
流量为2L/min,水压为0.25MPa,温度在30℃以下的洁净自来水。
压缩空气应为:流量16L/min,压力0.3Mpa,除油、除湿的仪表用气。。
0.2~8米
电源
流量为2L/min,水压为0.25MPa,温度在30℃以下的洁净自来水。
压缩空气为:流量16L/min,压力0.3Mpa,除油、除湿的仪表用气。
0~15米
电源
流量为4L/min,水压为0.25MPa,温度在30℃以下的洁净自来水。
压缩空气应为:流量32L/min,压力0.3Mpa,除油、除湿的仪表用气。
),一般采用电平信号。
DC24V±10%,功耗≤5W
。
流量为4L/min,水压为0.25MPa,温度在30℃以下的洁净自来水。
压缩空气应为:流量32L/min,压力0.3Mpa,除油、除湿的仪表用气。
l PLC与轧线检测仪表的接口信号中,开关量信号均为继电器干接点,信号接收方供电;
l 由检测仪表输出到PLC模拟量信号的屏蔽线只在PLC一侧接地;
l 所有信号必须接到所在柜体的端子排上;
l 距离较长时应穿管或金属软管,若同一段用多段金属软管时,金属软管彼此之间必须可靠连接并接地;如走金属桥架,则需放置在上层,并加金属盖板;
l 小弯曲半径不得小于2.0cm;
l 最小化封套及扭曲压力:要防止对电缆封套的重压,不允许用射钉将电缆固定在地板上,5类电缆必须保持紧密结合;
l 水平电缆与荧光照明设备之间距离保持在30.5cm以上,与变压器电动机之间的距离应大于1.02m,在金属管道中与不超过2000V的动力电缆距离应大于12.7cm。
连线法)
线号 颜色
1 棕色/白色
2 白色/棕色
3 橙色/白色
4 白色/蓝色
5 蓝色/白色
6 白色/橙色
7 绿色/白色
8 白色/绿色
l 在拐角处应设专人按统一指挥牵引,牵引中必须保持线缆呈松弛状态,严禁出现小圈或者死弯以及硬拉光缆的情况;
l 光缆在布放路由上处于易受外界损伤位置时,应采取保护措施;光缆在线槽出口和拐弯点(前,后)应绑扎保护,有时需要垫胶管,并避免垫胶管受侧压;
l 缆要捆绑牢固,松紧适度、紧密、平整、端正。捆扎线扣要一致,线缆弯曲应均匀圆滑,弯曲半径不小于其直径的20倍;
l 线槽内的光缆应顺直,无明显扭绞和交叉,不溢出线槽,光缆不得有中间接头;
l 线缆的两端必须有明显的标志,以便接线正确方便;
l 过线槽(用于跳线)装置应牢固,排列整齐,均匀。
l 光缆采用多模62.5/125 光纤,室外缆
l 光纤连接附件
及SC~MTRJ等
1 24V以上DI/DO直流电缆,需和交流大电缆分层敷设;
2 AI/AO模拟量电缆,需要单芯两两双绞或多芯两两双绞屏蔽电缆,远离220Vac以上交流电缆,分层或穿管敷设,屏蔽层接地;
3 码盘用电缆,其要求基本和AI/AO电缆相同,但是,为了使脉冲信号更加安全、可靠,建议选用仪表专用电缆,如美国百通(Belden)公司产品;
4 SONY磁尺等专用高精度检测仪表用电缆,除遵守诸如穿管、分层敷设、屏蔽接地等规定外,建议选用仪表生产厂家推荐的专用电缆,并充分注意电缆长度的限制。
星欣设计图库资料专卖店拥有最新最全的设计参考图库资料,内容涉及景观园林、建筑、规划、室内装修、建筑结构、暖通空调、给排水、电气设计、施工组织设计等各个领域的设计素材和设计图纸等参考学习资料。是为广大艺术设计工作者优质设计学习参考资料。本站所售的参考资料包括设计方案和施工图案例已达几十万套以上,总量在数千G以上。
联系QQ:447255935
电话:13111542600